
技术摘要:
本公开提供了一种循环拨片裁折设备,包括机身,机身上设置有至少一个用于定位物料上产品的定位载具、分别位于定位载具两侧的拨片、驱动拨片上下往复运动的第一驱动机构及位于定位载具上方的压料机构,压料机构能够将物料上的产品压紧在定位载具上,第一驱动机构驱动拨 全部
背景技术:
随着社会的不断进步和科技的快速发展,市场对许多产品的需求量越来越大,要 求也越来越高,因此既要保证产品质量,又要提高生产效率,才能满足市场的需求。冲压是 靠压力机和模具对五金件、板材、带材、管材和型材等施加外力,使之产生塑性变形或分离, 从而获得所需形状和尺寸的冲压件的成形加工方法。冲压件与铸件、锻件相比,具有薄、匀、 轻、强的特点,还具有加工效率高,能够实现复杂尺寸的加工,操作简单,强度高,质量稳定, 性能好等优点,被广泛应用于国民经济各个领域。 目前,冲压件产品在板材或料带等片料上加工成型后,产品与物料具有若干个连 料点,传统的方式是人工裁折连料点以使连料点折断,从而使产品从物料上分离下来。但 是,人工裁折的方式,操作动作复杂、非常不便,效率低,占用较多的人力,耗费时间长,劳动 强度较大,而且因操作人员的差异容易产生损伤产品外观、污染产品等,产品比较尖锐的部 分也可能伤到操作人员,从而影响产品的整体质量和良率,稳定性和可靠性较低,不利于生 产管控,生产成本较高,降低了产品的竞争力。
技术实现要素:
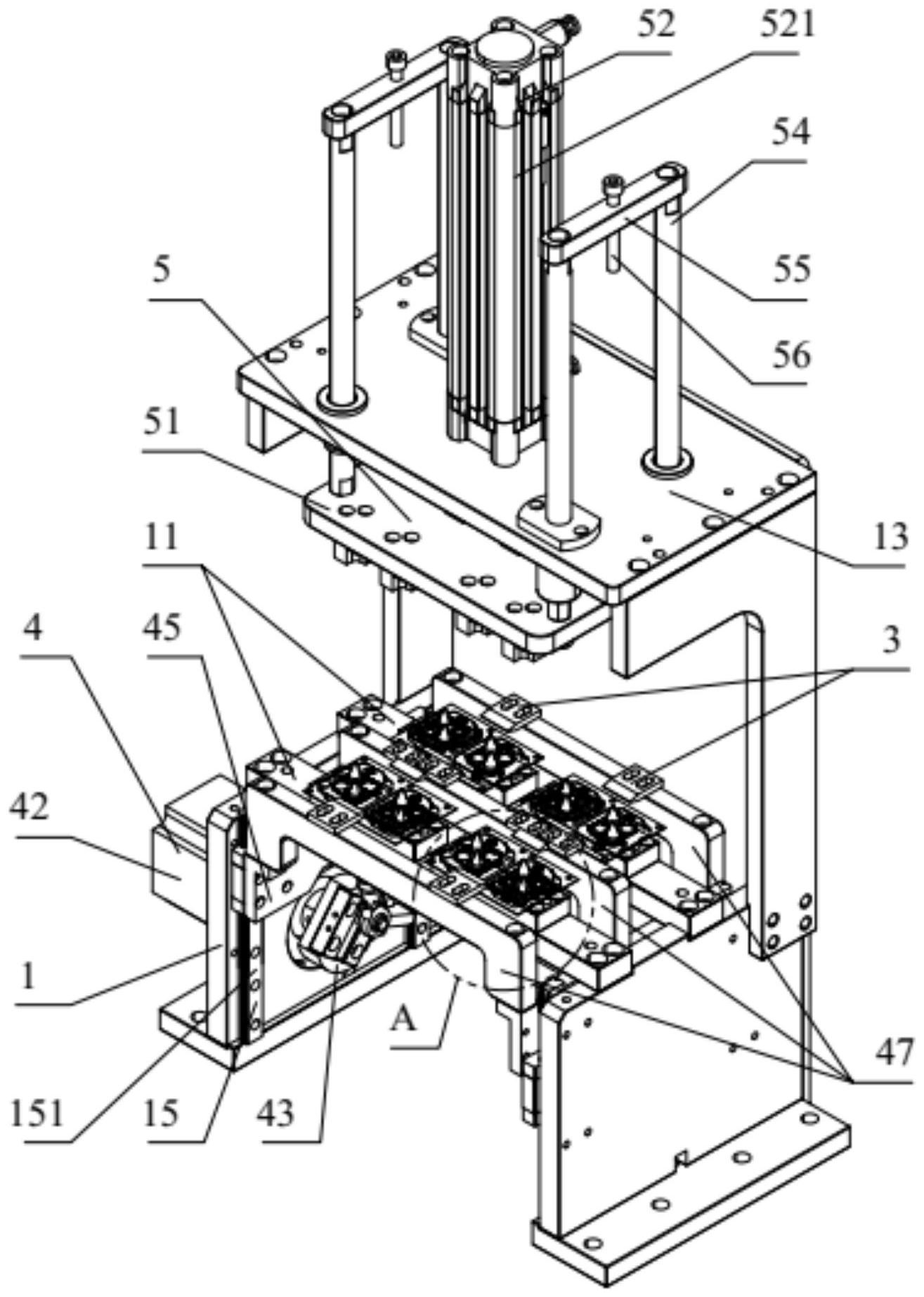
本公开针对上述现有人工裁折产品存在的问题,提出一种循环拨片裁折设备。 为了解决上述技术问题中的至少一个,本公开提出如下技术方案: 循环拨片裁折设备,包括机身,机身上设置有至少一个用于定位物料上产品的定 位载具、分别位于定位载具两侧的拨片、驱动拨片上下往复运动的第一驱动机构及位于定 位载具上方的压料机构,压料机构能够将物料上的产品压紧在定位载具上,第一驱动机构 驱动拨片上下往复运动能够分别对物料的两侧边循环拨片以使产品从物料上裁折下来。 在一些实施方式中,定位载具上设置有若干用于定位物料上产品的定位销。 在一些实施方式中,定位载具固定在第一安装板上,第一安装板的两侧分别设置 有与拨片上下往复运动相配合的避让区间。 在一些实施方式中,压料机构包括压板及驱动压板上下运动的第一升降机构,压 板上设置有若干用于压紧物料上产品的压头。 在一些实施方式中,第一升降机构为第一气缸,第一气缸的伸出端朝下且与压板 连接。 在一些实施方式中,第一气缸安装在第二安装板上,压板上沿竖直方向设置有若 干第一导向杆,第二安装板上设置有与第一导向杆相配合的第一导向套。 在一些实施方式中,拨片固定在支撑座上,机身上沿竖直方向设置有与支撑座相 配合的第一导向机构,第一驱动机构能够驱动支撑座沿第一导向机构上下往复运动。 在一些实施方式中,第一驱动机构包括第一电机,第一电机的输出端连接有偏心 3 CN 111570603 A 说 明 书 2/5 页 块,偏心块通过连接杆与支撑座连接,连接杆的两端分别与偏心块和支撑座转动连接,连接 杆随偏心块的转动能够带动支撑座沿第一导向机构上下往复运动。 在一些实施方式中,偏心块和支撑座上分别设置有与连接杆转动连接的第一连接 轴,连接杆的两端分别设置有与第一连接轴相配合的第一关节轴承。 在一些实施方式中,偏心块上设置有与连接杆连接的第一连接块及夹紧固定第一 连接块的两个夹块,两个夹块之间形成与第一连接块相配合的调节槽。 本公开的有益效果是:在使用过程中,先将相应的物料定位放置在定位载具上,定 位载具对物料上的产品精确定位,物料的两侧边超出定位载具,然后定位载具上方的压料 机构将物料上的产品压紧在定位载具上,然后第一驱动机构驱动定位载具两侧的拨片进行 上下往复运动,拨片上下往复运动能够分别对物料的两侧边进行循环拨片,直至产品与物 料的连料点折断,从而使产品从物料上裁折下来,操作简单、方便,产品定位压紧后,再通过 拨片对物料的两侧边循环拨片,能够在裁折处形成预折痕,保证每次拨片裁折的重复性,裁 折精度高、速度快,生产效率高,劳动强度低,有效地节省了人力和时间,而且不会因操作人 员的差异而产生损伤产品外观、污染产品等,也不易伤到操作人员,稳定性和可靠性高,从 而提高了产品的质量和良率,便于生产管控,降低了生产成本,增强了产品的竞争力。 另外,在本公开技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手 段来实现本技术方案。 附图说明 为了更清楚地说明本公开











