
技术摘要:
Y型锻件渐进成型复合模具,由复合上模具和整体下模具组成;复合上模具由外支撑套、中间衬套和内翻边冲头组成;外支撑套顶部内侧开设有限高槽;中间衬套顶部一侧开设有限位凸台,另一侧开设有限位槽;内翻边冲头顶部外侧开设有限位凸圈;限位凸台重合于限高槽内,限位凸 全部
背景技术:
对于316H奥氏体不锈钢Y型锻件如图1所示,壁厚较薄,形状复杂,尺寸比较大。整 体模具的上模具如图2所示。 采用整体模具成型会造成模具制造难度大,制造成本高,同时无法准确控制拉伸 和翻边发生的时机,造成上裙边的拉伸收缩变形,使得两种成型阶段互相干扰,难以实现一 体化成型。 由于锻件坯料截面尺寸比较大,316H材料变形抗力大,采用整体模具进行下压,需 要的压机压力非常大,同时由于模具下压带动坯料上裙边发生拉缩变形,出现收口现象,会 导致模具下行受阻,使得整个成型过程无法顺利进行。
技术实现要素:
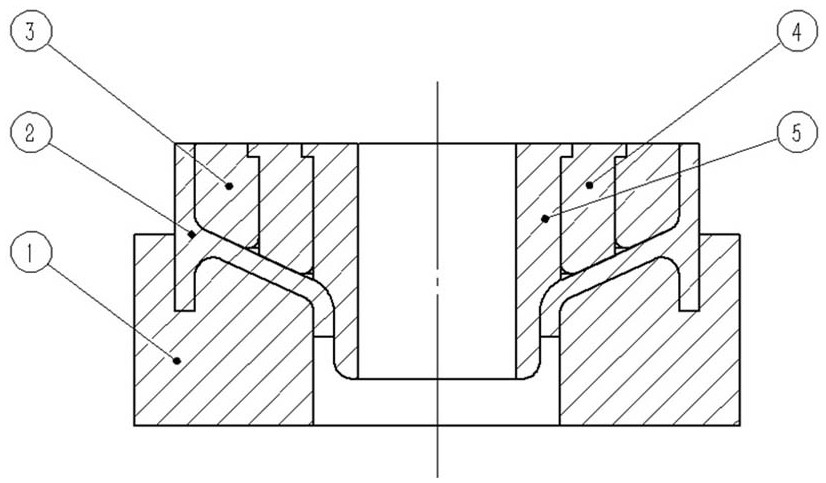
本发明是为了解决现有的整体模具成型会造成模具制造难度大,制造成本高,同 时无法准确控制拉伸和翻边发生的时机,造成上裙边的拉伸收缩变形,使得两种成型阶段 互相干扰,难以实现一体化成型的技术问题。 为了解决上述技术问题,本发明采用如下技术方案: Y型锻件渐进成型复合模具,由复合上模具和整体下模具1组成; 所述复合上模具由外支撑套3、中间衬套4和内翻边冲头5组成; 所述外支撑套3顶部内侧开设有限高槽; 所述中间衬套4顶部一侧开设有限位凸台,另一侧开设有限位槽; 所述内翻边冲头5顶部外侧开设有限位凸圈; 所述限位凸台重合于限高槽内,限位凸圈重合于限位槽内。 采用上述技术方案的有益效果: 1、本发明采用复合模具渐进多次拉伸和局部翻边的方式实现随行锻造,在复合模具的 作用下,能够有效支撑坯料上裙边,使其能够抵抗模具下行造成的裙边的收缩;多次渐进拉 伸可以降低压机的压力要求,减少模具与坯料的接触面积,使成型过程由一次整体拉伸变 成多次渐进拉伸,不仅降低了压机的压力要求,同时能够使模具承受的力被分散,提高模具 的使用寿命。 2、本发明分别设置限高装置,限位凸台重合于限高槽内,限位凸圈重合于限位槽 内,使外支撑套、中间衬套和内翻边冲头三者互相重合,实现限高功能,防止模具的过度运 动,实现精准成型。 3、本发明降低模具制造的难度和减少制造成本,能准确控制拉伸和翻边发生的时 机,使得两种成型阶段互不干扰,实现一体化成型。 3 CN 111570588 A 说 明 书 2/2 页 附图说明 图1系本发明所需加工的Y型锻件图。 图2系现有技术中模具的整体上模图。 图3系本发明中复合上模具图。 图4系本发明的成型最终状态图。 图中:1-整体下模具、2-坯料、3-外支撑套、4-中间衬套、5-内翻边冲头。











