
技术摘要:
本发明涉及一种分体式离心铸管机主机筒的加工方法,属于机械设备领域。本发明的加工方法,其特点在于:所述分体式离心铸管机主机筒包括上筒体和下筒体,所述加工方法采用模块化方式分别对上筒体、下筒体、托轮装置、挡轮装置、压轮装置、动力装置、上芯压紧装置和冷却 全部
背景技术:
离心铸管机是铸铁管制造的核心设备,离心铸管机主机筒是离心铸管机的重要部 件。现有技术中的离心铸管机主机筒存在以下缺点:1、主机筒内的零部件加工精度要求较 高增大了加工难度,使得主机筒加工的质量难以保证;2、工作过程中管模高速旋转,其平稳 性能较差,进而使得球墨铸铁管的同心度难以保证;3、维修难度大,在对主机筒及其内部的 零部件进行维修时需要工人进入到主机筒的内部进行维修,安全性能较低;4、不便于更换 管模,在对不同规格的球墨铸铁管进行加工时需要对管模进行更换,更换管模时需要从主 机筒的一端将管模插入到主机筒内,更换管模相对麻烦;5、不方便安装,在对托轮及压轮等 装置的安装时,需要工人进入到主机筒的内部进行安装,主机筒内部的空间有限,进而难以 保证安装精度以及安全性能;6、离心主机在工作过程中,常常会出现震动的情况,使得主机 移动进而将导致球墨铸铁管的椭圆度增大,球墨铸铁管的产品质量难以保证;7、托轮装置 的安装难度大,需要逐一将托轮装置中的各个零部件进行安装,安装精度难以保证,同时同 心度、垂直度和水平度也难以保证。 有鉴于此,在申请号为201910786169 .7的专利文献中公开了一种离心铸管机的 离心主机。
技术实现要素:
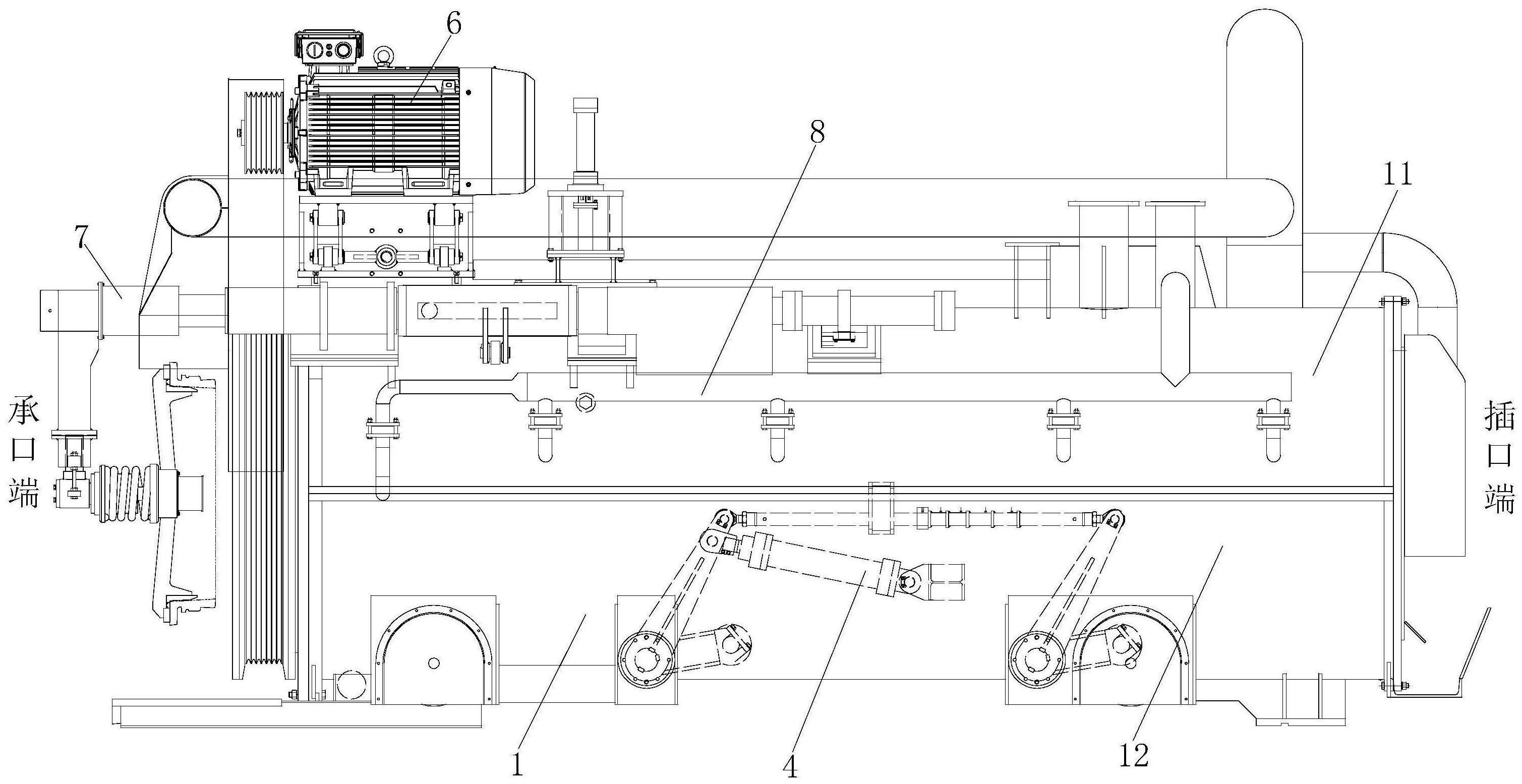
本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理, 可实现对主机筒及零部件模块化加工、方便加工、方便安装、方便使用、方便维护、可确保管 模与主机筒同心度、以减小球墨铸铁管椭圆度的分体式离心铸管机主机筒的加工方法。 本发明解决上述问题所采用的技术方案是:该分体式离心铸管机主机筒的加工方 法,其特点在于:所述分体式离心铸管机主机筒包括上筒体和下筒体, 所述加工方法采用模块化方式分别对上筒体、下筒体、托轮装置、挡轮装置、压轮装置、 动力装置、上芯压紧装置和冷却装置进行加工, 首先、将加工后的托轮装置和挡轮装置安装在下筒体上, 其次、将加工后的压轮装置、动力装置、上芯压紧装置和冷却装置安装在上筒体上, 最后、将上筒体安装在下筒体上。将上筒体、下筒体分别进行加工,再将加工后的零部 件分别安装在上筒体、下筒体上后,最后再将上筒体和下筒体进行安装,方便加工、方便安 装、方便使用、方便维护。 进一步地,采用模块化方式对管模升降装置进行加工,将加工后的管模升降装置 安装在下筒体上。方便各个零部件的生产及加工。 进一步地,所述冷却装置为喷雾冷却装置。使得冷却均匀,避免冷却液体从上筒体 和下筒体的连接处溢出。 4 CN 111570749 A 说 明 书 2/7 页 进一步地,所述上筒体和下筒体均呈半圆形结构设置,或所述上筒体呈半圆形结 构设置、下筒体呈矩形结构设置。 进一步地,所述托轮装置包括托轮座和托轮本体,所述托轮本体安装在托轮座上, 所述托轮座转动安装在下筒体上。方便对托轮装置的加工、安装、使用、检修,可保证管模的 同心度,减少球墨铸铁管的椭圆度,进而保证产品质量。 进一步地,每一个托轮座上安装有一个托轮本体,每个托轮装置中托轮座与托轮 本体的数量比为1:1。 进一步地,每两个托轮装置为一组,分体式离心铸管机主机筒内至少安装有一组 托轮装置,当分体式离心铸管机主机筒的承口端有机头轴承时,在靠近分体式离心铸管机 主机筒内安装有一组托轮装置、且该组托轮装置靠近分体式离心铸管机主机筒的插口端设 置,其中的机头轴承可代替一组托轮装置对管模的承口端起到支撑作用;当分体式离心铸 管机主机筒的承口端无机头轴承时,在主机筒内安装有两组托轮装置,其中一组托轮装置 靠近分体式离心铸管机主机筒的承口端设置,另一组托轮装置靠近分体式离心铸管机主机 筒的插口端设置。 进一步地,每一个托轮座上安装有两个托轮本体,每个托轮装置中托轮座与托轮 本体的数量比为1:2。 进一步地,两个托轮本体分别安装在托轮座的两侧,托轮座的上部中间部位向下 凹陷设置的结构、以避免与管模接触,分体式离心铸管机主机筒内至少安装有一个托轮装 置,当分体式离心铸管机主机筒的承口端有机头轴承时,在靠近分体式离心铸管机主机筒 内安装有一个托轮装置、且该托轮装置靠近分体式离心铸管机主机筒的插口端设置,其中 的机头轴承可代替一个托轮装置对管模的承口端起到支撑作用;当分体式离心铸管机主机 筒的承口端无机头轴承时,在分体式离心铸管机主机筒内安装有两个托轮装置,其中一个 托轮装置靠近分体式离心铸管机主机筒的承口端设置,另一个托轮装置靠近分体式离心铸 管机主机筒的插口端设置。 进一步地,所述挡轮装置的数量为两个,两个挡轮装置分别滑动安装在分体式离 心铸管机主机筒的承口端的两侧。 进一步地,所述上筒体与下筒体通过螺栓或搭扣连接。 相比现有技术,本发明具有以下优点:1、方便主机筒内的各个零部件加工与安装, 进而可以保证加工精度,使得该主机筒的加工质量得以提高;2、主机筒内各个零部件加工 及安装精度得以保证,进而可以确保管模在高速旋转时的稳定性能,使得加工出来的球墨 铸铁管的同心度得以保证,减小了球墨铸铁管的椭圆度,提高了球墨铸铁管产品质量;3、方 便对主机筒内部的零部件进行检修,检修过程中只需将上筒体吊起,使得上筒体与下筒体 分离,即可实现对零部件的检修,检修过程无需工人进入到主机筒内部,同时也提高了安全 性能;4、方便对管模进行更换,更换管模时无需将管模从主机筒的一端插入,只需将上筒体 吊起,将管模放入到下筒体后在将上筒体与下筒体进行组装进行即可,同时也提高了更换 管模的效率;5、采用模块化方式对上筒体、下筒体以及安装在上筒体和下筒体的零部件单 独进行加工,再将各个零部件安装在对应的上筒体和下筒体上,最后在将上筒体和下筒体 进行组装,方便对托轮及压轮等装置进行安装,安装时无需工人进入到主机筒内部,进而保 证了安装精度同时也使得安全性能得以提升;6、上筒体与下筒体二者装配后稳定性能得以 5 CN 111570749 A 说 明 书 3/7 页 提升,工作过程中不会出现震动的情况,进而可以保证其不会移动,保证了管模的同心度, 进而降低了球墨铸铁管的椭圆度,使得球墨铸铁管球墨铸铁管产品的质量得到保障;7、托 轮装置方便安装,其中的托轮本体与托轮座一体化设计,设计更加标准化,使得对托轮装置 的更换更加方便,可保证同心度、垂直度和水平度均得以保证。 该分体式离心铸管机主机筒的加工方法,是采用模块化方式先分别对上筒体、下 筒体、托轮装置、挡轮装置、压轮装置、动力装置、上芯压紧装置和冷却装置等零部件逐一进 行加工,待上述零部件加工完成后,再将托轮装置和挡轮装置等零部件安装在下筒体上,将 压轮装置、动力装置、上芯压紧装置和冷却装置等零部件安装在上筒体上,最后再将上筒体 和下筒体进行安装,采用上述加工方式可将方便加工、方便安装、方便使用、方便维护。 主机筒的结构:把主机筒从一个整体分成上筒体和下筒体两部分;托轮装置、挡轮 装置、排水系统安装在下筒体上,压轮装置、动力装置、上芯压紧装置、冷却装置安装在上筒 体上,主机筒方便安装和加工、调试。 主机筒的制作加工:主机筒内托轮装置安装容易且方便加工,能保证主机筒的同 心度;主机筒分为上筒体和下筒体,可以把主机筒上的各种配件做成模块,便于管理和加 工、装配。 主机筒的使用:更换管模时可以将上筒体吊起,换管模变得方便容易;更换主机筒 内的托轮装置,使得托轮装置调整方便,减少调整难度;冷却装置中的喷水水管与管模之间 的距离可以调整,使得调整方便;主机筒内的托轮装置,冷却水管等部件安装效果便于检 查,调整到最佳效果。 主机筒的维护:主机筒内的托轮装置和压轮装置,吊装更换方便;主机筒内部件维 修不在需要爬到主机筒内,检查维修方便,同时也提高了安全性能。 附图说明 图1是本发明实施例1、2、3的离心主机的主视结构示意图。 图2是本发明实施例1、2的离心主机的左视结构示意图。 图3是本发明实施例1的托轮装置的结构示意图。 图4是本发明实施例2的托轮装置的结构示意图。 图5是本发明实施例3的托轮装置的结构示意图。 图中:分体式离心铸管机主机筒1、托轮装置2、挡轮装置3、管模升降装置4、压轮装 置5、动力装置6、上芯压紧装置7、冷却装置8、 上筒体11、下筒体12、 托轮座21、托轮本体22。











