
技术摘要:
本发明揭示了一种电芯侧边包胶机构,包括基座、电芯承托部件、折胶机构以及整胶机构。电芯承托部件用于固定放置电芯;电芯沿厚度方向平放在电芯承托部件上;折胶机构用于从电芯X方向的左右两侧向中间推动侧胶与电芯底部贴合;侧胶在折胶机构的推动下于电芯底部Z方向的 全部
背景技术:
现有的电芯侧边包胶技术是采用普通包胶设备通过辊轮等将侧胶(贴于电芯侧边 的胶纸)沿电芯侧边对称粘贴,但难以实现侧胶的下边缘对电芯直角进行包胶。目前大多数 采用人工辅助包胶,这种包胶方式自动化程度低,耗费时间和人力,生产效率低下。
技术实现要素:
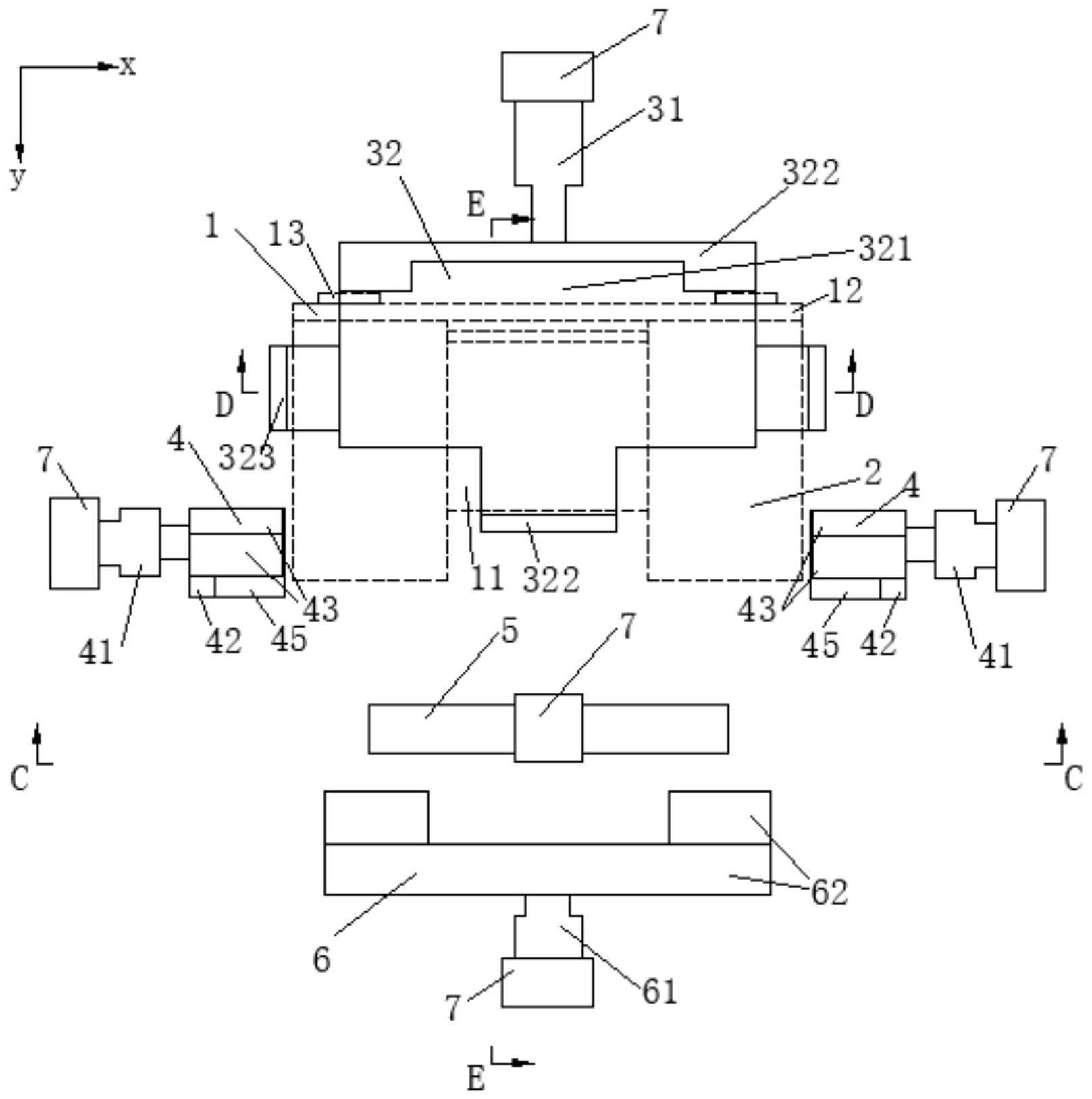
本发明的主要目的为提供一种电芯侧边包胶机构,以解决侧胶下边缘对电芯直角 进行包胶需要人工辅助包胶的问题,实现自动化包胶,从而提高自动化程度、提高生产效 率。 本发明提出以下技术方案: 一种电芯侧边包胶机构,包括基座,还包括电芯承托部件、折胶机构以及整胶机 构;电芯承托部件、折胶机构以及整胶机构均设于基座上。电芯承托部件用于固定放置电 芯;电芯沿厚度方向平放在电芯承托部件上;电芯的底部贴紧电芯承托部件的前端。设定电 芯宽度方向为X方向,电芯的电极与底部方向为Y方向,电芯厚度方向为Z方向。 折胶机构设有两个,对称设置于电芯X方向的左右两侧,用于从电芯X方向的左右 两侧向中间推动侧胶与电芯底部贴合;侧胶在折胶机构的推动下于电芯底部Z方向的上下 两侧分别对折形成两个三角形区域;折胶机构压紧三角形区域的侧胶。 整胶机构设有两个,对称设置于电芯Z方向的上下两侧,用于从电芯Z方向的上下 两侧先后向中间推动侧胶与电芯底部贴合。 进一步地,电芯承托部件包括第一驱动装置和电芯夹具;第一驱动装置设于基座 上;第一驱动装置与电芯夹具连接;电芯固定放置于电芯夹具上。 进一步地,折胶机构包括第二驱动装置、折胶块、上夹爪以及下夹爪;第二驱动装 置设于基座上;折胶块、上夹爪以及下夹爪与第二驱动装置连接并设于第二驱动装置的同 一侧;上夹爪和下夹爪分别设于折胶块上下两侧。 进一步地,折胶机构还包括防粘胶;防粘胶涂覆于折胶块上。 进一步地,整胶机构包括第三驱动装置、整胶板和整胶辊;第三驱动装置设于基座 上;整胶板的一端与第三驱动装置连接,另一端设有悬臂;整胶辊套设在悬臂上;整胶辊与 电芯Z方向的上/下表面平行。 进一步地,整胶辊为圆柱条且与悬臂滚动连接。 另外一种方案,整胶辊呈四方体条状,与悬臂固定连接。 进一步地,电芯侧边包胶机构还包括压胶机构;压胶机构设于电芯底部Y方向的前 方,用于对贴好胶的电芯底部Z方向的上下边缘进行压胶。 进一步地,压胶机构包括第四驱动装置和压胶块;第四驱动装置设于基座上;压胶 3 CN 111584917 A 说 明 书 2/5 页 块与第四驱动装置连接。 进一步地,压胶块包括底板和两个开口方向一致的U型块;底板的一侧与第四驱动 装置连接;两个U型块分别设于底板另一侧的两端。 本发明提供一种电芯侧边包胶机构,包括基座、电芯承托部件、折胶机构以及整胶 机构。电芯承托部件用于固定放置电芯;电芯沿厚度方向平放在电芯承托部件上;折胶机构 用于从电芯X方向的左右两侧向中间推动侧胶与电芯底部贴合;侧胶在折胶机构的推动下 于电芯底部Z方向的上下两侧分别对折形成两个三角形区域;折胶机构压紧三角形区域的 侧胶。整胶机构用于从电芯Z方向上下两侧先后向中间推动侧胶与电芯底部贴合。本发明的 电芯侧边包胶机构可以实现自动对侧胶进行包胶处理,提高自动化程度、提高生产效率,同 时避免了贴胶后翻折、起翘、对贴、黏胶不牢等问题的出现。 附图说明 图1为本发明的一实施例的电芯的主视图; 图2为本发明的一实施例的电芯的A-A剖视图; 图3为本发明的一实施例的贴侧胶电芯的主视图; 图4为本发明的一实施例的贴侧胶电芯的B-B剖视图; 图5为本发明一实施例的电芯侧边包胶机构的俯视图; 图6为本发明一实施例的电芯侧边包胶机构的C-C剖视图; 图7为本发明一实施例的电芯侧边包胶机构的D-D剖视图; 图8为本发明一实施例的电芯侧边包胶机构的E-E剖视图。 本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











