
技术摘要:
本发明公开了一种道岔AT尖轨加工定位工装及其使用方法,包括:用于放置AT轨并作为总支撑的底板;用于从垂直方向施力作用于AT轨并将其装配在底板上方的第一工装;用于从水平方向施力作用于AT轨并将其装配在底板上方的第二工装;所述第一工装用于装配AT轨的母材段,第一 全部
背景技术:
尖轨是道岔中的重要部件,目前大部分采用矮型特种断面钢轨(简称AT钢轨)制 造,其断面形状为不对称型,(见说明书附图1)为使AT尖轨与道岔中的导轨连接,要将其跟 端通过锻造成为标准钢轨断面,(见说明书附图2)为确保AT尖轨跟端与导轨连接后轨底与 导轨轨底为同一平面,需要在锻造成型后,对AT尖轨跟端变形段轨底进行铣削加工,为确保 加工后的轨底平面与相对AT轨母材轨底平面的相对位置平行、也确保轨底加工时的稳定不 歪斜扭曲,需要设计相应的工艺装备,才能满足要求;同时为提高生产效率和设备成本,这 种工装应该能够实现快速定位装卡、并实现后续加工等作业。
技术实现要素:
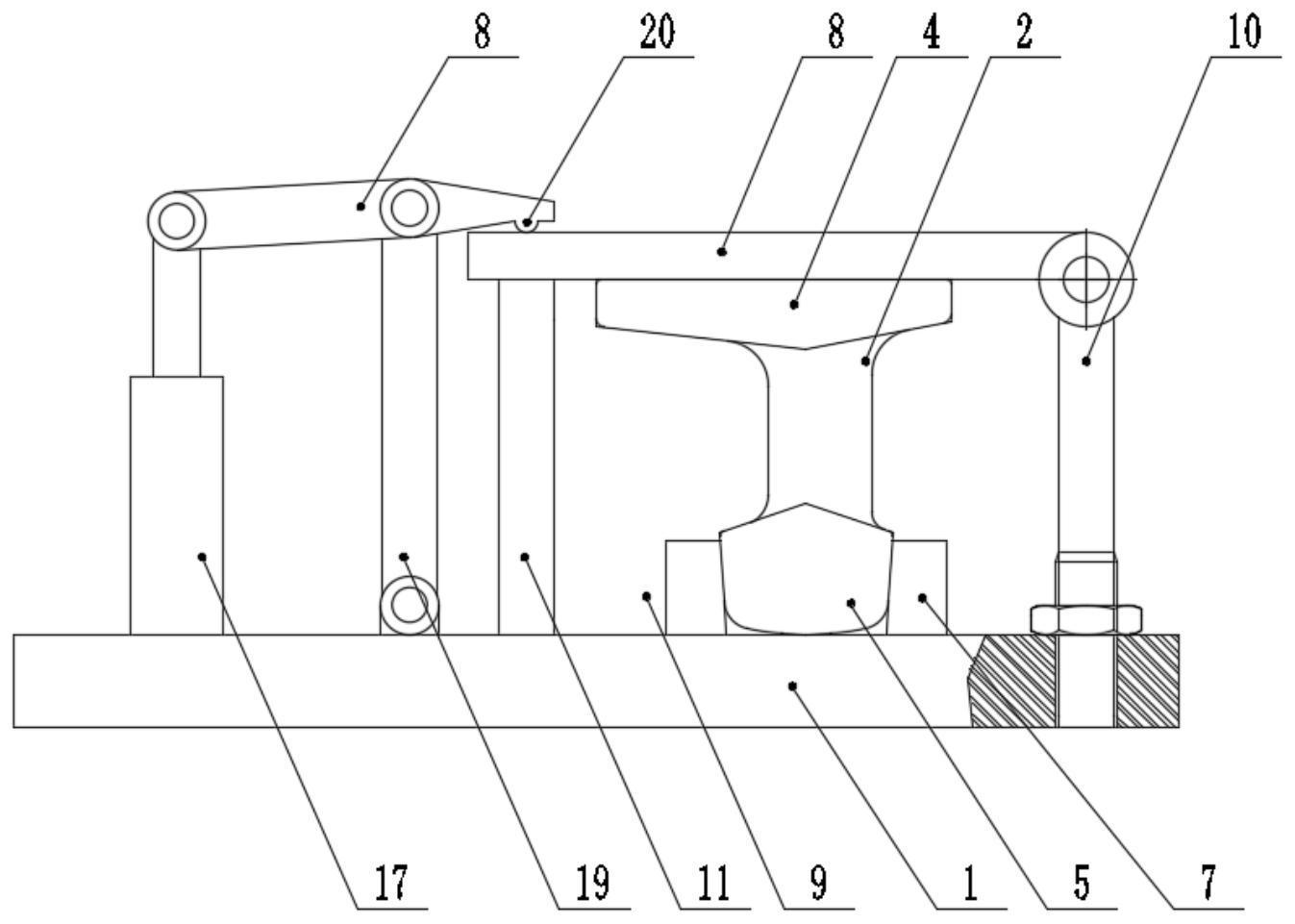
针对上述现有技术存在的问题,本发明提供了一种道岔AT尖轨加工定位工装及其 使用方法,设置的第一工装可拆卸地安装于底板上,从而实现对母材段的快速定位装卡;设 置的第二工装同样可拆卸地安装于底板上装配方便,实现压制段的快速压制、定位装卡。 为了实现上述目的,本发明提供了一种道岔AT尖轨加工定位工装,包括:用于放置 AT轨并作为总支撑的底板; 用于从垂直方向施力作用于AT轨并将其装配在底板上方的第一工装; 用于从水平方向施力作用于AT轨并将其装配在底板上方的第二工装; 所述第一工装用于装配AT轨的母材段,第一工装从垂直方向施力作用于母材段的 轨底,并使母材段的轨底、轨头之间自上而下地垂直; 所述第二工装用于装配AT轨的压制段,第二工装也使压制段的轨底、轨头之间自 上而下地垂直,且第二工装从水平方向施力作用于压制段的轨腰并使其轨腰向内形变。 作为上述方案的进一步优化,所述第一工装包括: 轨头定位体;轨底定位体; 所述轨头定位体可拆卸地安装在底板上,轨头定位体的数量为两个,两个轨头定 位体之间通过间距Ⅰ隔开,所述母材段的轨头自上而下地插入所述间距Ⅰ内并与轨头定位体 相贴合; 所述轨底定位体通过支撑杆Ⅰ可拆卸地安装在底板上,在所述母材段的轨头插入 所述间距Ⅰ时,轨底定位体可通过翻转以覆盖于母材段的轨底上方,覆盖后,轨底定位体保 持水平且母材段的轨底、轨头之间自上而下地垂直。 作为上述方案的进一步优化,所述轨头定位体呈条状;所述轨底定位体呈板状。 作为上述方案的进一步优化,所述轨底定位体的上端可被外部施力,在被外部施 力时轨底定位体保持水平。 4 CN 111590123 A 说 明 书 2/6 页 作为上述方案的进一步优化,所述轨底定位体保持平行时,其下端与底板上的支 撑杆Ⅱ贴合。 所述轨底定位体的上端可被外部施力,在被外部施力时轨底定位体保持水平。 作为上述方案的进一步优化,所述第二工装包括: 第一轨腰定位体、第二轨腰定位体; 第一支撑座、第二支撑座; 所述第一轨腰定位体、第二轨腰定位体分别于第一支撑座、第二支撑座配合,第一 支撑座、第二支撑座均可拆卸地对称安装在底板上端,且第一支撑座、第二支撑座之间通过 间距Ⅱ隔开,所述第一轨腰定位体固定设置在第一支撑座的左侧,所述第二轨腰定位体可 活动地设置在第二支撑座的右侧。 作为上述方案的进一步优化,所述第二工装还包括: 楔铁,楔铁的上端可被外部施力,且其右侧与第二轨腰定位体相顶抵;在被外部施 力时楔铁将该作用力施加给第二轨腰定位体。 作为上述方案的进一步优化,所述底板的上端还设置有位于第一工装、第二工装 外部并能够第一工装、第二工装施力的施力机构。 作为上述方案的进一步优化,所述施力机构包括: 驱动缸;施力臂;顶杆; 所述驱动缸的输出端垂直朝上,所述施力臂具有动力端、阻力端,动力端的长度大 于阻力端的长度;且驱动缸的输出端与施力臂的动力端可活动铰接,施力臂的动力端、阻力 端的相接处与顶杆的上端铰接,且顶杆的下端垂直朝下并通过底座与底板连接;所述阻力 端的下端设有向下凸出的凸起; 所述凸起能够与轨底定位体的上端贴合并向轨底定位体施加垂直向下的力; 所述凸起还能够与楔铁的上端铰接并向楔铁施加垂直向下的力。 本发明还提供一种基于任一上述的道岔AT尖轨加工定位工装的使用方法,包括以 下步骤: 装配第一工装的轨底定位体:将轨头定位体通过螺钉安装在底板上端,且两个轨 头定位体之间通过间距隔开,该间距的横向宽度为母材段的轨头宽度相匹配,并将母材段 的轨头插入所述间距内; 装配第一工装的轨头定位体:将轨底定位体通过支撑杆Ⅰ可拆卸地安装在底板上 端,且轨底定位体的一端与支撑杆Ⅰ的上端铰接,再将轨底定位体通过翻转以覆盖于母材段 的轨底上方; 装配施力机构:将驱动缸、顶杆设置在底板上,并将驱动缸的输出端铰接施力臂的 动力端,顶杆的上端铰接施力臂的动力端、阻力端之间,通过驱动缸的向上输出,使施力臂 的动力端向上抬动阻力端以顶杆上端为支点向下移,从而阻力端的凸起与轨底定位体的上 端贴合并向轨底定位体施加垂直向下的力,以将轨底定位体水平压紧; 母材段加工:通过底板将底板上的母材段保持水平地向铣床输送,由于母材段的 轨底、轨头之间自上而下地垂直,使铣床从上方对母材段的轨底进行铣削; 轨底铣削完成后,在装配第二工装前将第一工装整体从底板上拆卸; 装配第二工装:将第一轨腰定位体、第二轨腰定位体通过螺钉可拆卸地安装在底 5 CN 111590123 A 说 明 书 3/6 页 板上,且第一轨腰定位体、第二轨腰定位体之间具有间距Ⅱ; 将第一支撑座挂设在轨腰定位体的左侧,将经过铣削的母材段放置到间距Ⅱ之 间,以使第一轨腰定位体的侧面与母材段的右轨腰贴合; 再将第二轨腰定位体、楔铁依次放入间距Ⅱ,第二轨腰定位体、楔铁相互贴合,且 第二轨腰定位体的侧面与母材段的左轨腰贴合; 压制段压制:通过驱动缸的向上输出,使施力臂的动力端向上抬动阻力端以顶杆 上端为支点向下移,由于阻力端与楔铁的上端铰接,所以阻力端向楔铁施加垂直向下的力, 以使楔铁垂直向下,楔铁将该作用力施加给第二轨腰定位体,第二轨腰定位体从水平方向 对压制段的轨腰施力并压制。 本发明的一种道岔AT尖轨加工定位工装及其使用方法,包括如下有益效果: 1.本申请的一种道岔AT尖轨加工定位工装及其使用方法,设置的第一工装可拆卸 地安装于底板上,以能够对AT轨的母材段轨头的夹持、轨底的压紧,从而实现对母材段的快 速定位装卡,并且该定位装卡确保母材段的轨头、轨底之间保持垂直,确保轨底平面水平、 也确保轨底加工时的稳定避免歪斜扭曲; 2.设置的第二工装同样可拆卸地安装于底板上装配方便,利用第一轨腰定位体、 第二轨腰定位体同时顶抵AT轨的压制段轨腰,以使其沿第一轨腰定位体、第二轨腰定位体 的斜面变形,从而实现压制段的快速压制、定位装卡; 3.设置的施力机构作为总的动力输出,利用驱动缸的驱动,能够分别实现对第一 工装、第一工装的施力,以实现第一工装、第二工装对AT轨的施力并方便完成后续相关加工 操作,也就是说,施力机构作为总的动力输出能够直接配合第一工装、第二工装,以使第一 工装、第一工装快速完成定位装卡作业。 附图说明 图1为现有技术中的AT轨截面示意图; 图2为现有技术中的AT轨加工后截面示意图; 图3为本发明的第一工装和AT轨的母材段连接示意图; 图4为本发明的第二工装和AT轨的压制段连接示意图; 图5为本发明的底板、AT轨、以及铣床侧面示意图; 图6为本发明的底板、AT轨、以及铣床俯面示意图。 图中:底板1、母材段2、压制段3、轨底4、轨头5、轨腰6、轨头定位体7、轨底定位体8、 间距Ⅰ9、支撑杆Ⅰ10、支撑杆Ⅱ11、第一轨腰定位体12、第二轨腰定位体13、第一支撑座14、第 二支撑座15、楔铁16、驱动缸17、施力臂18、顶杆19、凸起20、间距Ⅱ21、铣床22。











