
技术摘要:
本发明涉及船舶设备技术领域,具体涉及基于远程校正的船舶组立板焊接机器人,包括随动焊接机器人、主动机器人、控制系统与人机交互系统;随动焊接机器人的末端安装有结构光视觉扫描装置、焊枪,随动焊接机器人上安装有焊接机器人控制器,主动机器人的末端安装有焊枪模 全部
背景技术:
在船舶制造中,焊接占据着重要位置。船舶板架结构是船舶舱室的典型结构,其焊 缝结构形式多样,量小品多,焊缝短小,因此船舶板架结构的焊接,对焊接机器人的转配精 度要求更高。现有也出现用于船舶板架结构的智能焊接机器人,如公告号为CN 206484130 U专利名称为用于船舶板架结构机器人的智能焊接系统的中国专利,公开了智能焊接系统 包括焊接装置、与焊接装置相连的数字化焊接电源和控制系统;焊接装置包括导轨和设在 导轨上的焊接机器人系统,控制系统连接有一人机交互系统,所述的人机交互系统对焊接 机器人系统进行控制;焊接机器人系统包括机械手臂,机械手臂连接有激光扫面件和焊枪 装置。该焊接机器人精度高、效率快,可满足船舶板架结构的智能化焊接。但由于该系统的 工件焊缝宽度的允许范围是V型坡口底部宽度小于5mm,顶部宽度在5mm-50mm之间,当工件 焊缝的间距呈现不规则的情况,使得工件焊缝部分超出允许范围,容易导致自动循迹识别 出现偏差,当出现偏差时,需要收起焊弧现场进行校正,导致校正过程效率低,容易导致无 法及时调整焊接参数,从而影响焊接质量。
技术实现要素:
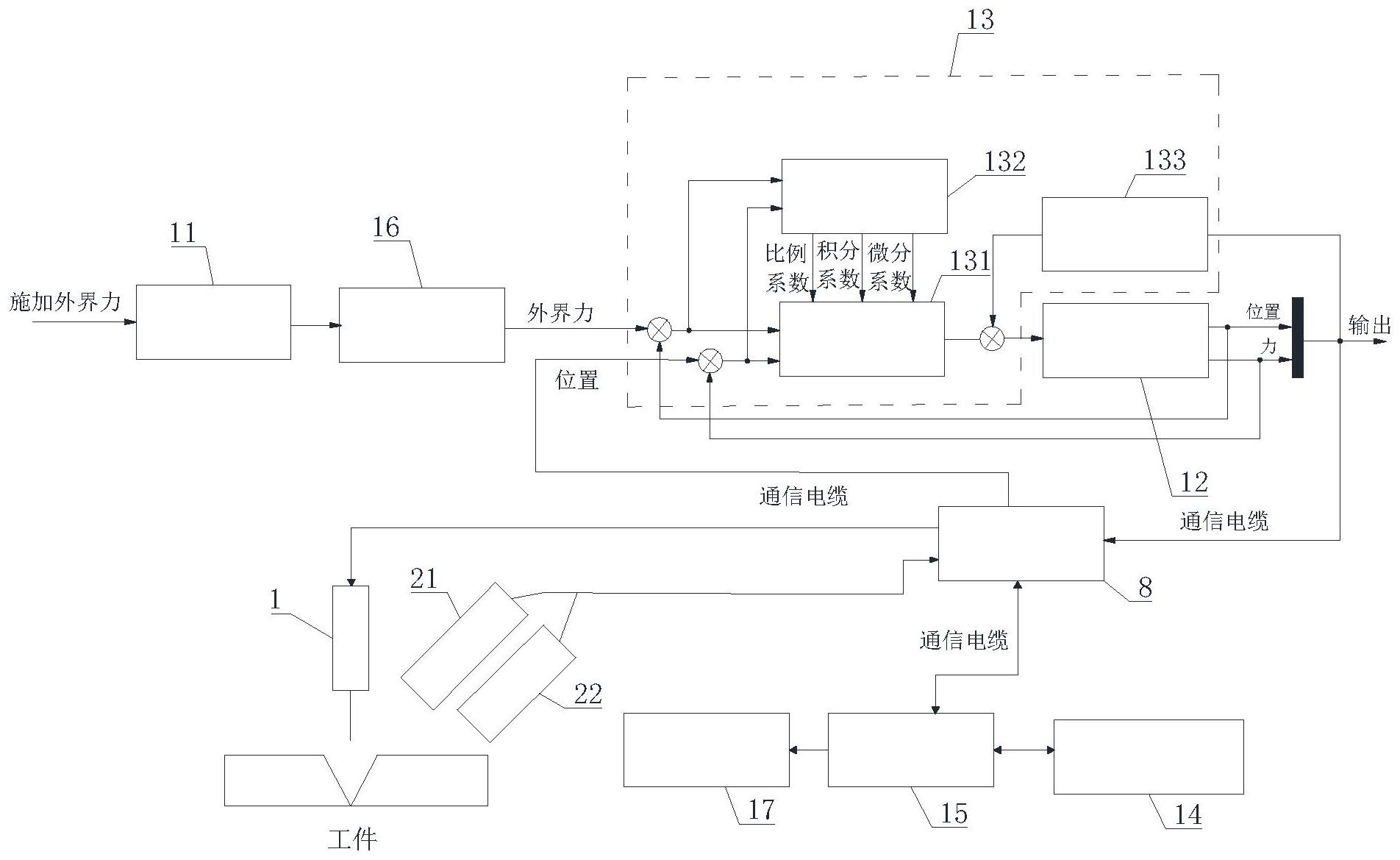
本发明的目的是针对上述问题,提供基于远程校正的船舶组立板焊接机器人及焊 接方法,通过设置随动焊接机器人和主动机器人,随动焊接机器人设置于远程端,通过控制 主动机器人可对随动焊接机器人进行远程校正,解决了现有焊接机器人不能远程操作效率 低下的问题。 为了实现上述目的,本发明采用的技术方案如下:基于远程校正的船舶组立板焊 接机器人,包括随动焊接机器人、主动机器人、控制系统与人机交互系统; 所述随动焊接机器人的末端安装有结构光视觉扫描装置、焊枪,所述随动焊接机 器人上安装有焊接机器人控制器,所述焊接机器人控制器输入端与所述结构光视觉扫描装 置连接,所述焊接机器人控制器输出端与所述随动焊接机器人输入端连接; 所述主动机器人的末端安装有焊枪模型、施力把手,所述主动机器人的上安装有 主动机器人控制器,所述施力把手底部安装有力觉传感器;所述主动机器人控制器包括阻 抗控制器、模糊自整定控制器、逆动态模型; 所述阻抗控制器的输入端分别与所述力觉传感器、所述焊接机器人控制器连接, 所述阻抗控制器的输出端与主动机器人的输入端连接;所述阻抗控制器用于通过获取随动 焊接机器人的位置信息和施加于施力把手的力信息,并通过计算得到位置误差和外力值后 传送给主动机器人,实现主动机器人末端的力和位置的柔顺控制; 所述模糊自整定控制器的输入端分别与所述力觉传感器、所述焊接机器人控制器 4 CN 111590165 A 说 明 书 2/6 页 连接,所述模糊自整定控制器的输出端与所述阻抗控制器连接;所述模糊自整定控制器用 于获取随动焊接机器人位置变化量和外界力变化量的实时值,实时调整比例系数、积分系 数和微分系数,实时调整阻抗控制器的输出值; 所述逆动态模型的一个输出端接入与所述阻抗控制器与所述主动机器之间的加 法器,所述逆动态模型的另一个端输出端与焊接机器人控制器、所述控制系统连接;所述逆 动态模型用于接收所述阻抗控制器输出的力信息和位置信息,计算主动机器人的轨迹跟随 误差,进行轨迹跟随纠偏控制; 所述焊接机器人控制器、所述逆动态模型通过通信电缆与所述控制系统连接,所 述随动焊接机器人受主动机器人随动控制,实现同步动作,所述控制系统与所述人机交互 系统连接。 进一步的,所述模糊自整定控制器中,输入和输出控制的矩阵对应关系为: 式中,H1为模糊控制器角度的对应关系,H2为模糊控制器角速度和加速度的对应关 系,Kp,Kv分别表示外界输入力的参数、位置参数,Kp,Kv为模糊自整定控制器的控制参数向 量,q, 分别表示机器人六个关节的关节角度、角速度和角加速度,向量Kv的值与目标位 置与当前位置之间主动机器人的六个关节角度q和角速度 差值有关;向量Kp的值与主动机 器人六个关节的的角加速度 的差值有关; 表示一个维度的论域、 表示三个维度的论 域。 进一步的,所述随动焊接机器人底部还设有顶部固定安装有导轨的导轨支架,所 述导轨外部设有配合滑动连接的滑座,所述随动焊接机器人的底座固定在滑座上。 进一步的,所述随动焊接机器人还包括清枪机,所述清枪机设于随动焊接机器人 靠近焊枪一侧,所述清枪机与所述随动焊接机器人的底座连接。 进一步的,所述结构光视觉扫描装置包括激光扫描器和CCD摄像机,所述激光扫描 器、所述CCD摄像机均与焊接机器人控制器连接。 优选的,所述结构光视觉扫描装置位于所述焊枪的前方10-20cm的范围内。 进一步的,所述随动焊接机器人和所述主动机器人的结构相同,均为六轴机器人。 进一步的,还包括报警器,所述报警器与控制系统连接。 基于远程校正的船舶中组立板焊接机器人的焊接方法,包括以下步骤 S1:随动焊接机器人的结构光视觉扫描装置扫描焊缝,自主识别焊缝中心点,采集 焊缝位置信息,并将位置信息传输给控制系统; S2:控制系统判断是否识别获取焊缝中心点,若是,则执行步骤S3;若否,控制系统 发出警报,则执行步骤S4; S3:控制系统获取焊缝中心点坐标,自动编制焊枪运动轨迹,执行步骤S5; S4:施加外力于主动机器人的施力把手,改变主动机器人运动轨迹,从而对随动焊 接机器人的焊接轨迹进行校正并执行步骤S1; S5:随动焊接机器人获取运动轨迹信息,控制焊枪自主焊接,当焊枪到达焊缝起止 5 CN 111590165 A 说 明 书 3/6 页 位置时,控制系统控制焊枪执行起收弧程序; S6:完成一个焊接单元后,清枪机进行清枪剪丝,控制系统控制随动焊接机器人通 过导轨自动移至下一个焊接单元继续焊接。 由于采用上述技术方案,本发明具有以下有益效果:本发明通过设置随动焊接机 器人和主动机器人,随动焊接机器人设在远程端,主动机器人设在控制端,随动焊接机器人 受到主动机器人随动控制,主动机器人末端设有施力把手,通过施加外界力,经过阻抗控制 器对力信息和位置信息进行计算,实现主动机器人末端的力和位置的柔顺控制,并通过逆 动态模型计算主动机器人的轨迹跟随误差,进行轨迹跟随纠偏控制,保证控制的鲁棒性和 稳定性,模糊自整定控制器实时跟踪获取随动焊接机器人位置变化量和外界力变化量,实 时调整比例系数、积分系数和微分系数,实时调整阻抗控制器输出值,控制主动机器人的各 关节姿态跟随性,随动焊接机器人经过通讯系统与主动机器人实现同步动作,使焊接轨迹 回到自主扫描范围内,从而实现对随动焊接机器人的焊接轨迹进行实时校正。 附图说明 图1为本发明基于远程校正的船舶组立板焊接机器人的系统连接结构示意图; 图2为本发明基于远程校正的船舶组立板焊接机器人的结构示意图; 图3为本发明基于远程校正的船舶组立板焊接机器人的焊接方法流程图。 图中的附图标号为:1-焊枪,2-结构光视觉扫描装置,21-激光扫描器,22-CCD摄像 机,3-清枪机,4-导轨,5-导轨支架,6-滑座,7-通讯电缆,8-焊接机器人控制器,9-随动焊接 机器人,10-焊枪模型,11-施力把手,12-主动机器人,13-主动机器人控制器,14-人机交互 系统,15-控制系统,16-力觉传感器,17-警报器,131-阻抗控制器,132-模糊自整定控制器, 133-逆动态模型。











