
技术摘要:
本发明公开了一种小跨距铜扁线线圈的涨形工装及涨形方法,解决了在对横截面近似方形的电磁线进行涨形时容易发生线圈翻趴现象的问题。设计一个现场单人手工操作的涨形工装,通过工装的结构,来保证将并联的一对梭形线圈涨形为成形线圈过程中,线圈两直线边(上层边与下 全部
背景技术:
飞轮储能电机的定子线圈是采用单聚酰亚胺氟46复合薄膜绕包烧结铜扁线,线规 2.7×2.8,即,铜扁线的横截面为2.7×2.8,该电磁线的横截面近似方形;飞轮储能电机的 定子绕组的嵌线槽为半闭口槽,要求两并联线圈必须单个逐一嵌线,这就要求两并联的一 对线圈的一致性要很高,线圈成型后端部尺寸为100毫米,跨距为132.6毫米,鼻高60毫米, 因此,该定子线圈绕线设计要求两根铜扁线并绕,线圈匝数为4匝,每次绕制形成一对梭形 线圈,该对梭形线圈涨形后的成形线圈,能满足线圈同槽绝缘之间的间隙仅为0.2毫米的要 求;由于绕制线圈的铜扁线的横截面尺寸近似方形,在绕梭和涨形时,极易发生导线扭曲翻 转现象,造成线圈翻趴,致使线圈直线边的扭曲尺寸超差,不能满足电机电气性能的要求, 现有的涨形工装设备在将梭形线圈涨形为成形线圈时不仅容易造成线圈翻趴现象,还容易 损坏电磁线的绝缘层,现场急需要开发一种适合横截面近似方形的电磁线的涨形工装和涨 形方法。
技术实现要素:
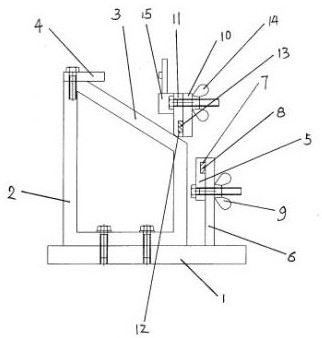
本发明提供了一种小跨距铜扁线线圈的涨形工装及涨形方法,解决了在对横截面 近似方形的电磁线进行涨形时容易发生线圈翻趴现象的技术问题。 本发明是通过以下技术方案解决以上技术问题的: 本发明的总体构思是:设计一个现场单人手工操作的涨形工装,通过工装的结构,来保 证将并联的一对梭形线圈涨形为成形线圈过程中,线圈两直线边(上层边与下层边)之间不 发生翻趴现象,涨形到位后,通过上层边的角度成型支撑块,来完成上层边与下层边的角度 成型;本发明通过工装的结构保证了并联的一对梭形线圈涨形为成形线圈的高质量成型, 同时,大大提高了线圈成型的一致性。 一种小跨距铜扁线线圈的涨形工装,包括工装固定底板,在工装固定底板上固定 设置有支架,在支架的顶部设置有一对倾斜滑轨,在一对倾斜滑轨的顶端设置有涨形到位 限位块,在支架右侧的工装固定底板上固定设置有一对线圈下层边夹紧立柱,在每个线圈 下层边夹紧立柱上端左侧面上连接有线圈下层边定位夹紧板,在线圈下层边定位夹紧板的 右侧面上设置有线圈下层边嵌入凹槽,在线圈下层边嵌入凹槽中嵌入有线圈下层边,在线 圈下层边定位夹紧板与线圈下层边夹紧立柱之间设置有线圈下层边夹紧螺栓;在一对倾斜 滑轨上活动设置有线圈上层边定位夹紧左板,在线圈上层边定位夹紧左板的右侧面上设置 有线圈上层边嵌入凹槽,在线圈上层边嵌入凹槽中嵌入有线圈上层边,在线圈上层边定位 夹紧左板的右侧面上连接有线圈上层边夹紧右板,在线圈上层边夹紧右板与线圈上层边定 位夹紧左板之间设置有上层边夹紧螺栓,在线圈上层边定位夹紧左板的左侧面上连接有涨 4 CN 111585404 A 说 明 书 2/4 页 形拉手板。 在一对线圈下层边夹紧立柱之间的工装固定底板上活动设置有线圈上层边的角 度成型垫块,在线圈上层边的角度成型垫块的顶端设置有角度成型倾斜定位面,线圈上层 边夹紧右板活动顶接在角度成型倾斜定位面上,在线圈上层边的角度成型垫块的右侧面上 设置有线圈下层边卡接台阶,角度成型倾斜定位面与线圈上层边的角度成型垫块的右侧面 之间的夹角为75度;在线圈下层边与线圈上层边之间一侧连接边上设置有一侧扭鼻,在线 圈下层边与线圈上层边之间另一侧连接边上设置有另一侧扭鼻,在一侧扭鼻上设置有一侧 扭鼻夹板,在另一侧扭鼻设置有另一侧扭鼻夹板,一侧扭鼻夹板的结构与另一侧扭鼻夹板 的结构是完全相同的。 一侧扭鼻夹板是由前夹板与后夹板组成的,在前夹板与后夹板之间设置有外侧夹 紧螺栓和内侧夹紧螺栓组成,一侧扭鼻设置在外侧夹紧螺栓与内侧夹紧螺栓之间,在前夹 板上设置有前夹板定位手柄,在后夹板上设置有后夹板定位手柄。 一种小跨距铜扁线线圈的涨形工装的涨形方法,包括以下步骤: 第一步、将绕梭后的两并联线圈的线圈下层边嵌入到两个线圈下层边定位夹紧板上的 右侧面上设置的线圈下层边嵌入凹槽中,通过线圈下层边夹紧螺栓,将线圈下层边定位夹 紧板与线圈下层边夹紧立柱固定连接在一起;将绕梭后的两并联线圈的线圈上层边嵌入到 两个线圈上层边定位夹紧左板的右侧面上设置的线圈上层边嵌入凹槽中,通过上层边夹紧 螺栓将线圈上层边夹紧右板与线圈上层边定位夹紧左板固定连接在一起;线圈下层边的中 心轴线的垂线是与线圈上层边的中心轴线的垂线是彼此平行设置的; 第二步、在绕梭后的两并联线圈的一侧扭鼻穿接在外侧夹紧螺栓与内侧夹紧螺栓之 间,在前夹板与后夹板之间固定连接外侧夹紧螺栓和内侧夹紧螺栓;用同样方法,将绕梭后 的两并联线圈的另一侧扭鼻设置在另一侧扭鼻夹板中; 第三步、通过涨形拉手板,将线圈上层边定位夹紧左板沿一对倾斜滑轨向上拉拽涨形, 直到线圈上层边定位夹紧左板与涨形到位限位块靠接在一起为止,完成绕梭后的两并联线 圈的涨形; 第四步、将线圈上层边的角度成型垫块放置到一对线圈下层边夹紧立柱之间的工装固 定底板上,通过涨形拉手板,先将线圈上层边夹紧右板顶接在角度成型倾斜定位面上,将线 圈上层边的中部卡接在线圈下层边卡接台阶上,然后,旋转涨形拉手板,使线圈上层边夹紧 右板的右侧面靠接在角度成型倾斜定位面上,使线圈下层边的中心轴线的垂线与线圈上层 边的中心轴线的垂线成75度,完成线圈上层边的校形; 第五步、通过前夹板定位手柄和后夹板定位手柄,将前夹板扭转到与工装固定底板垂 直的位置,完成一侧扭鼻的定位成型;用同样方法,完成另一侧扭鼻的定位成型。 第六步、分别卸掉线圈下层边夹紧螺栓、上层边夹紧螺栓、外侧夹紧螺栓和内侧夹 紧螺栓,将成型后的一对成形线圈取出。 本发明解决了横截面近似方形的一对并联电磁线从梭绕后的线圈到涨形成型过 程中容易发生线圈翻趴的缺陷,在涨形过程中保护了铜扁线的绝缘层不受损伤,涨形完成 后,工装保证了线圈上层边校形旋转的角度一致,随后,通过线圈扭鼻夹板的定位控制,使 线圈两侧的扭鼻一次性完成,整个工艺流程,一气呵成,大大提高了使用本工装涨形定型的 线圈的一致性,满足了飞轮储能电机的定子线圈嵌线要求。 5 CN 111585404 A 说 明 书 3/4 页 附图说明 图1是本发明线圈涨形开始时的结构示意图; 图2是本发明线圈涨形开始时在右视方向上的结构示意图; 图3是本发明线圈涨形结束时的结构示意图; 图4是本发明线圈涨形结束时在右视方向上的结构示意图; 图5是本发明的线圈上层边13在校形旋转前的结构示意图; 图6是本发明的线圈上层边13在校形旋转前在右视方向上的结构示意图; 图7是本发明的线圈上层边13在校形旋转后的结构示意图; 图8是本发明的线圈上层边的角度成型垫块18的结构示意图; 图9是本发明的一侧扭鼻夹板16的结构示意图; 图10是本发明的一侧扭鼻夹板16在侧视方向上的结构示意图; 图11是本发明的梭绕后的线圈的结构示意图; 图12是本发明的涨形并校形成形后的线圈的结构示意图。











