
技术摘要:
本申请提供一种显示面板及其制备方法中,盖板包括主体部分和外围部分,通过将盖板与框胶进行对位,使得主体部分周缘与框胶贴合,外围部分悬空设置,且盖板的外围部分具有设定宽度N,50毫米≥N≥0毫米。本当压头上升后,外围部分的反弹不足以促使盖板与框胶脱离,提高了 全部
背景技术:
在现有的框贴式显示面板的制备方法中,在进行框贴操作的过程中,需要将盖板 放置在框胶上,然后采用压头下压盖板以使盖板和框胶紧密贴合。但是由于框胶具有一定 厚度,在压头下压时,盖板在压头压力作用下,盖板边缘悬空的部分以框胶为原点形成杠杆 向下变形,当压合完毕压头升起时,杠杆回弹复位形成抖动,造成粘好未固化的胶与盖板脱 离,从而降低框胶和盖板的粘合稳定性。
技术实现要素:
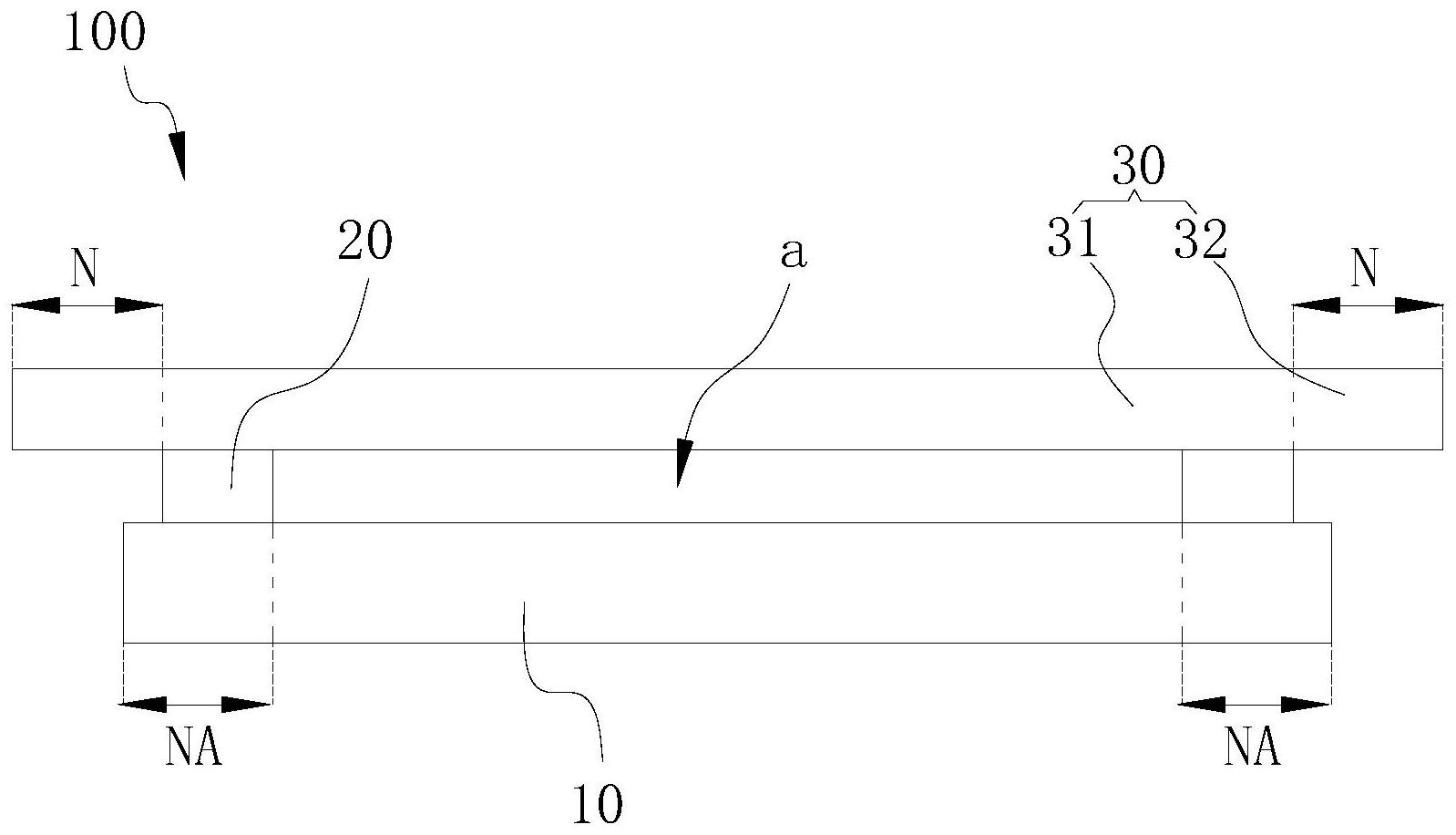
本申请实施例提供一种显示面板及其制备方法,以解决现有的框贴式显示面板框 胶与盖板的稳定性较差的技术问题。 本申请实施例提供一种显示面板,其包括: 显示模组,所述显示模组包括非显示区; 框胶,所述框胶设置在所述非显示区;以及 盖板,所述盖板设置在所述框胶上,所述盖板包括主体部分和外围部分,所述外围 部分围设在所述主体部分的周侧,且与所述主体部分相连,所述主体部分周缘与所述框胶 贴合,所述外围部分悬空设置; 其中所述外围部分具有设定宽度N,50毫米≥N≥0毫米。 在本申请实施例所述的显示面板中,所述框胶的粘结力大于或等于10千克力/平 方毫米。 在本申请实施例所述的显示面板中,所述外围部分包括首尾相连的第一段、第二 段、第三段和第四段,所述第一段与所述第三段相对且平行设置,所述第二段和所述第四段 相对且平行设置。 在本申请实施例所述的显示面板中,所述第一段、所述第二段、所述第三段和所述 第四段的设定宽度N均相等。 在本申请实施例所述的显示面板中,所述第一段、所述第二段、所述第三段和所述 第四段的设定宽度N均不相等。 在本申请实施例所述的显示面板中,所述显示模组与所述盖板通过所述框胶密封 连接,所述显示模组、所述盖板和所述框胶界定形成一真空腔。 本申请实施例还涉及一种显示面板的制备方法,其包括以下步骤: 在平台上放置显示模组,所述显示模组包括非显示区; 在所述显示模组的非显示区上喷涂框胶; 提供一盖板,所述盖板包括主体部分和外围部分,所述外围部分围设在所述主体 部分的周侧,且与所述主体部分相连; 3 CN 111580294 A 说 明 书 2/6 页 所述主体部分周缘与所述框胶贴合,所述外围部分悬空设置,所述外围部分具有 设定宽度N,50毫米≥N≥0毫米; 压头下压所述盖板,使所述盖板与所述框胶粘合; 固化所述框胶。 在本申请实施例所述的显示面板的制备方法中,所述框胶的粘结力大于或等于10 千克力/平方毫米。 在本申请实施例所述的显示面板的制备方法中,所述外围部分包括首尾相连的第 一段、第二段、第三段和第四段,所述第一段与所述第三段相对且平行设置,所述第二段和 所述第四段相对且平行设置; 所述第一段、所述第二段、所述第三段和所述第四段的设定宽度N均相等。 在本申请实施例所述的显示面板的制备方法中,所述压头下压所述盖板的步骤在 真空状态下进行。 本申请的显示面板及其制备方法通过将盖板与框胶进行对位,使得主体部分周缘 与框胶贴合,外围部分悬空设置,且盖板的外围部分具有设定宽度N,50毫米≥N≥0毫米。 在框贴过程中,压头下压盖板与框胶贴合时,以框胶为原点,盖板的外围部分形成 杠杆向下变形,当压头上升时外围部分回弹复位,促使外围部分形成抖动现象。其中,杠杆, 也即外围部分越长,其反弹越严重,导致盖板和框胶脱离越明显。但是由于外围部分的设定 宽度N介于0毫米至50毫米之间,使得外围部分的反弹不足以促使盖板与框胶脱离,提高了 盖板和框胶之间粘结的稳定性。 附图说明 为了更清楚地说明本申请实施例或现有技术中的技术方案,下面对实施例中所需 要使用的附图作简单的介绍。下面描述中的附图仅为本申请的部分实施例,对于本领域普 通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获取其他的附图。 图1为本申请实施例的显示面板的结构示意图; 图2为本申请实施例的显示面板的盖板的一结构示意图; 图3为本申请实施例的显示面板的盖板的另一结构示意图; 图4为本申请实施例的显示面板的制备方法的流程图; 图5为本申请实施例的显示面板的制备方法的步骤S5的结构示意图。











