
技术摘要:
本发明公开了一种壳状牙齿矫治器的制备方法及用于壳状牙齿矫治器制备的激光切割系统,对初始牙科器械沿切割路径进行激光切割,所述切割路径上至少具有两种不同的厚度,所述厚度包括所述切割路径厚度的最大值和最小值,基于此值对激光切割系统进行输出指令设定,以使所 全部
背景技术:
随着口腔正畸医学技术的发展,基于高分子材料的隐形矫治技术已越来越受到口 腔医学人士的关注,因此,各大中医院和诊所口腔专业医护人员逐渐接受隐形矫治技术,从 而推动了隐形矫治技术在口腔错颌畸形患者中的推广应用。然而,伴随隐形壳状牙齿矫治 器(以下简称:壳状牙齿矫治器)的产量大幅增加,现有技术中纯手工加工模式已不能满足 对壳状牙齿矫治器产量的需求,壳状牙齿矫治器加工过程中手工切割环节为人工利用电动 切割手机切割壳状牙齿矫治器,属于人工接触式切割方式,并且切割后还需后期打磨毛刺。 所述方法对工人的操作熟练程度要求较高,切割精度受操作工个人切割技术水平的影响 大。所述方法的优点是生产设备简单,易于小规模生产,缺点是大规模化生产效率低,壳状 牙齿矫治器边缘可能不光滑,有毛刺,对操作工的培训周期长,产品质量稳定性较差。此外, 高速转动的电动切割手机易发生意外,可能会给操作工造成人身伤害。 随着技术的发展激光切割壳状牙齿矫治器技术出现,利用高功率密度激光束照射 被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞 连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。激光切割能够代替人工切割 实现自动化切割,并且切割后的壳状牙齿矫治器无需二次加工,节省了工作效率,但是激光 切割对加工设备及工艺要求较高,若激光切割参数控制不当不仅对切割的壳状牙齿矫治器 造成切割损伤,如对壳状牙齿矫治器的物理性能和/或化学性能改变,其中,物理性能如改 善壳状牙齿矫治器的颜色、厚度、脆性或韧性,使得壳状牙齿矫治器的矫治力受到影响;化 学性能如壳状牙齿矫治器在高能量下产生化学结构本身的变化,从而影响壳状牙齿矫治器 的矫治性能或安全性能,更有甚者还可能对患者的矫治效果造成不被预期的效果;若为了 切割壳状牙齿矫治器采用的激光能量较高,还会对承载壳状牙科器械的牙颌模型造成损 伤,由于承载壳状牙科器械的牙颌模型为树脂材料制成,在高能量下可能产生口腔内不被 允许的有害物质,因此在对壳状牙齿矫治器进行激光切割时控制激光切割的参数,具有重 要的意义。
技术实现要素:
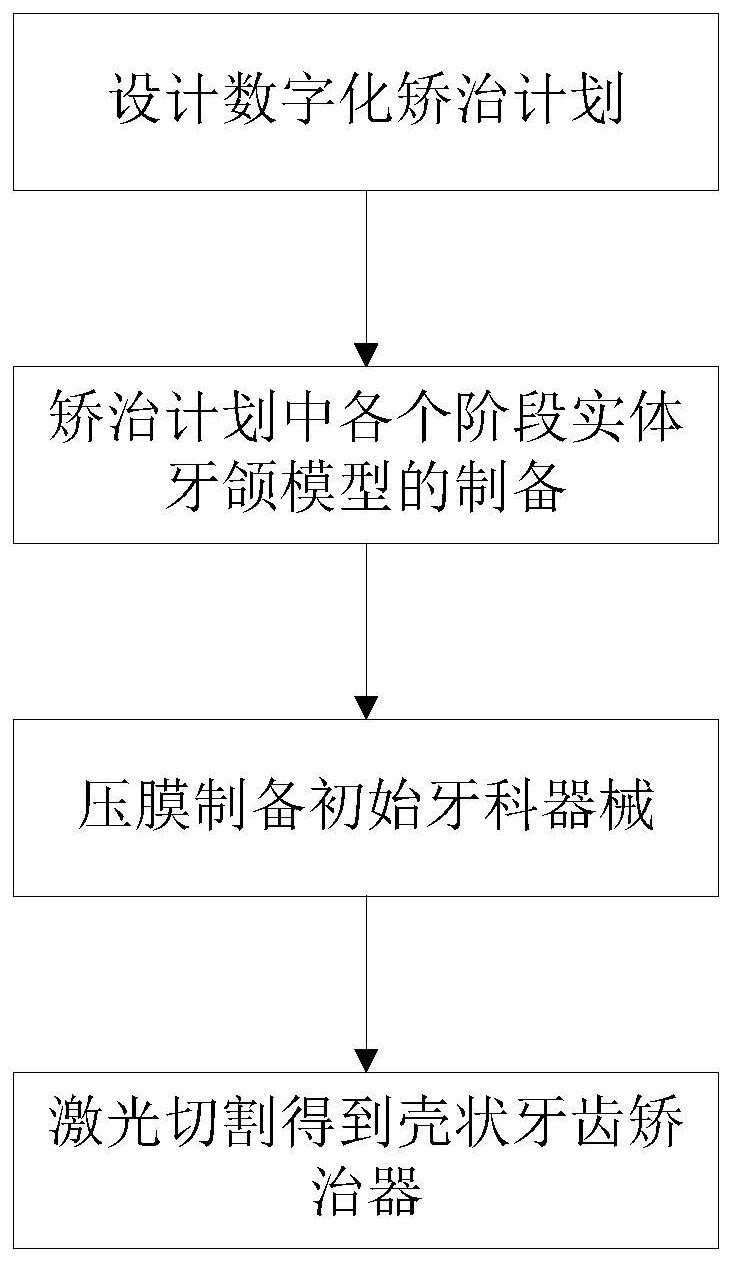
本发明要解决的技术问题是克服现有技术中存在的缺陷,提供一种壳状牙齿矫治 器的制备方法及用于壳状牙齿矫治器制备的激光切割系统,采用控制切割路径上的激光输 出指令,维持切割路径上的输出能量维持恒定且能够切穿所述切割路径的厚度最大值和控 制所述切割路径厚度最小值对应的牙颌模型的切割深度,而保持壳状牙齿矫治器的性能维 持预设的矫治特性。 本发明是通过下述技术方案来解决上述技术问题: 6 CN 111571033 A 说 明 书 2/16 页 一种壳状牙齿矫治器的制备方法,该方法包括: 根据将牙齿从初始位置逐渐变化至目标矫治位置的数字化矫治计划,进行所述矫 治计划中各个阶段实体牙颌模型的制备,并对所述矫治计划中各个阶段实体牙颌模型对应 压膜后覆盖于所述实体牙颌模型上的初始牙科器械在激光切割系统中进行切割,制得壳状 牙齿矫治器; 其中,对初始牙科器械沿切割路径进行激光切割,所述初始牙科器械上的所述切 割路径上至少具有两种不同的厚度,所述厚度包括所述切割路径厚度的最大值和最小值, 基于所述最大值和最小值对激光切割系统进行输出指令设定,以使所述切割路径上的切割 能量维持基本恒定且能够切穿所述切割路径厚度的最大值并使所述切割路径厚度的最小 值对应的实体牙颌模型的切割深度维持在预设的阈值范围内,而保持壳状牙齿矫治器的性 能维持预设的矫治特性。 进一步地,所述预设的阈值范围为0.01-1.60mm。 进一步地,所述切割路径厚度的最大值为连续的区域或离散的点;所述切割路径 厚度的最小值为连续的区域或离散的点。 进一步地,所述切割路径上的切割能量维持基本恒定,其波动范围维持在±1%以 内。 进一步地,所述切割路径的厚度采用实时测量、病历数据统计的方法或虚拟建模 统计的方法获得,所述初始牙科器械上切割路径的厚度范围为0.45-1.80mm。 进一步地,所述壳状牙齿矫治器预设的矫治特性为能够使牙齿从初始位置逐渐变 化至目标矫治位置的矫治特性。 进一步地,所述壳状牙齿矫治器预设的矫治特性包括所述壳状牙齿矫治器的物理 性能和/或所述壳状牙齿矫治器的化学性能。 进一步地,所述输出指令还基于所述初始牙科器械的材料进行设定,以使所述切 割路径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的最大值并使所述切割 路径厚度的最小值对应的所述实体牙颌模型的切割深度维持在预设的阈值范围内,而保持 壳状牙齿矫治器的性能维持预设的矫治特性。 进一步地,所述初始牙科器械的材料为热塑性聚氨酯材料、对苯二甲酸乙二醇酯 类高聚合物、聚对苯二甲酸乙二醇酯-乙二醇共聚酯、聚乙烯酸酯类混合物、环己二醇改性 对苯二甲酸乙二醇酯共聚物中的至少一种。 进一步地,所述初始牙科器械的材料为PETG、TPU、PC中的至少一种。 进一步地,所述输出指令还基于初始牙科器械的相对移动速率进行设定,以使所 述切割路径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的最大值并使所述 切割路径厚度的最小值对应的实体牙颌模型的切割深度维持在预设的阈值范围内,而保持 所述壳状牙齿矫治器的性能维持预设的矫治特性。 进一步地,所述激光切割系统包括控制装置、激光输出装置和初始牙科器械固定 装置,所述控制装置控制激光输出装置的输出能量维持恒定且切割路径上的切割能量维持 恒定;所述控制装置控制所述初始牙科器械固定装置与所述激光输出装置的相对移动的速 率,以使切割路径上的切割能量维持基本恒定。 进一步地,所述初始牙科器械固定装置为设于至少三轴机械臂自由端的固定部。 7 CN 111571033 A 说 明 书 3/16 页 进一步地,所述激光切割系统还包括输出装置,所述控制装置控制所述输出装置 对切割路径上与激光能量接触的区域的温度,以保持所述壳状牙齿矫治器的性能维持预设 的矫治特性。 进一步地,所述输出装置为气体输出装置或液体输出装置。 进一步地,所述气体输出装置输出的气体为空气或惰性气体,所述液体输出装置 输出的液体为水。 进一步地,所述激光切割系统还包括废料处理装置,所述控制装置控制所述废料 处理装置随激光切割处理切割后的废料。 进一步地,所述切割路径为所述初始牙科器械的牙龈线附近的轨迹、所述壳状牙 齿矫治器上的开孔或开槽轨迹。 本发明还公开了一种用于壳状牙齿矫治器制备的激光切割系统,包括:控制装置、 激光输出装置、待切割模组和待切割模组固定装置,所述控制装置分别与所述激光输出装 置和所述待切割模组固定装置通信连接,所述待切割模组包括牙颌模型及压制在所述牙颌 模型上的初始牙科器械,所述待切割模组固定在所述待切割模组固定装置上; 所述控制装置控制所述激光输出装置及安装有所述待切割模组的待切割模组固 定装置沿切割路径相对运动进行激光切割,所述初始牙科器械上的所述切割路径上至少具 有两种不同的厚度,所述厚度包括所述切割路径厚度的最大值和最小值,基于所述最大值 和最小值对激光切割系统进行输出指令设定,以使所述切割路径上的切割能量维持基本恒 定且能够切穿所述切割路径厚度的最大值并使所述切割路径厚度的最小值对应的实体牙 颌模型的切割深度维持在预设的阈值范围内,而保持壳状牙齿矫治器的性能维持预设的矫 治特性。 所述初始牙科器械上的所述切割路径上至少具有两种不同的厚度,所述厚度包括 所述切割路径厚度的最大值和最小值,基于所述最大值和最小值对激光切割系统进行输出 指令设定,以使所述切割路径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的 最大值并使所述切割路径厚度的最小值对应的牙颌模型的切割深度维持在预设的阈值范 围内,而保持壳状牙齿矫治器的性能维持预设的矫治特性。 进一步地,所述预设的阈值范围为0.01-1.60mm。 进一步地,所述切割路径厚度的最大值为连续的区域或离散的点;所述切割路径 厚度的最小值为连续的区域或离散的点。 进一步地,所述切割路径上的切割能量维持基本恒定,其波动范围维持在±1%以 内。 进一步地,所述切割路径的厚度采用实时测量、病历数据统计的方法或虚拟建模 统计的方法获得,所述初始牙科器械上切割路径的厚度范围为0.45-1.80mm。 进一步地,所述壳状牙齿矫治器预设的矫治特性为能够使牙齿从初始位置逐渐变 化至目标矫治位置的矫治特性。 进一步地,所述壳状牙齿矫治器预设的矫治特性包括所述壳状牙齿矫治器的物理 性能和/或所述壳状牙齿矫治器的化学性能。 进一步地,所述输出指令还基于初始牙科器械的材料进行设定,以使所述切割路 径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的最大值并使所述切割路径 8 CN 111571033 A 说 明 书 4/16 页 厚度的最小值对应的所述实体牙颌模型的切割深度维持在预设的阈值范围内,而保持所述 壳状牙齿矫治器的性能维持预设的矫治特性。 进一步地,所述初始牙科器械的材料为热塑性聚氨酯材料、对苯二甲酸乙二醇酯 类高聚合物、聚对苯二甲酸乙二醇酯-乙二醇共聚酯、聚乙烯酸酯类混合物、环己二醇改性 对苯二甲酸乙二醇酯共聚物中的至少一种。 进一步地,所述初始牙科器械的材料为PETG、TPU、PC中的至少一种。 进一步地,所述输出指令还基于初始牙科器械的相对移动速率进行设定,以使所 述切割路径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的最大值并使所述 切割路径厚度的最小值对应的所述实体牙颌模型的切割深度维持在预设的阈值范围内,而 保持所述壳状牙齿矫治器的性能维持预设的矫治特性。 进一步地,所述控制装置控制激光输出装置的输出能量维持基本恒定且切割路径 上的输出能量维持基本恒定;所述控制装置控制所述初始牙科器械固定装置与所述激光输 出装置的相对移动的速率,以使所述激光输出装置的输出能量维持恒定且切割路径上的输 出能量维持基本恒定。 进一步地,所述初始牙科器械固定装置为设于至少三轴机械臂自由端的固定部。 进一步地,所述激光切割系统还包括输出装置,所述控制装置控制所述输出装置 对切割路径上与激光能量接触的区域的温度,以保持壳状牙齿矫治器的性能维持预设的矫 治特性。 进一步地,所述输出装置为气体输出装置或液体输出装置。 进一步地,所述气体输出装置为空气冷却喷头,所述液体输出装置为水冷喷头。 进一步地,所述激光切割系统还包括废料处理装置,所述控制装置控制所述废料 处理装置随激光切割处理切割后的废料。 进一步地,所述切割路径为所述初始牙科器械的牙龈线附近的轨迹、所述壳状牙 齿矫治器上的开孔或开槽轨迹。 与现有技术相比,本发明的有益效果至少包括: 本发明提供的壳状牙齿矫治器的制备方法,根据将牙齿从初始位置逐渐变化至目 标矫治位置的数字化矫治计划,进行所述矫治计划中各个阶段实体牙颌模型的制备,并对 所述矫治计划中各个阶段牙颌模型对应压膜后覆盖于实体牙颌模型上的初始牙科器械在 激光切割系统中进行切割,制得壳状牙齿矫治器;其中,对初始牙科器械沿切割路径进行激 光切割,所述初始牙科器械上的所述切割路径上至少具有两种不同的厚度,所述厚度包括 所述切割路径厚度的最大值和最小值,基于所述最大值和最小值对激光切割系统进行输出 指令设定,以使所述切割路径上的切割能量维持基本恒定且能够切穿所述切割路径厚度的 最大值并使所述切割路径厚度的最小值对应的牙颌模型的切割深度维持在预设的阈值范 围内,使得制备出的壳状牙齿矫治器的性能维持预设的矫治特性。采用本发明提供的制备 方法不仅方便对控制切割参数的输出,即仅需设定恒定的激光输出能量就能够完成相应的 切割动作,还能确保切割后的壳状牙齿矫治器维持其预设的矫治特性,使得患者牙齿从最 初的初始位置向目标矫治位置逐渐变化。并且此种制备方法的生产效率较高,制备产出的 壳状牙齿矫治器的合格成品率较高。本发明还提供了用于壳状牙齿矫治器制备的激光切割 系统,该激光切割系统在控制装置的调节下,使得激光输出装置和初始牙科器械固定装置 9 CN 111571033 A 说 明 书 5/16 页 能够按照预设的控制指令进行相应的切割,以使所述切割路径上的切割能量维持基本恒定 且能够切穿所述切割路径厚度的最大值并使所述切割路径厚度的最小值对应的实体牙颌 模型的切割深度维持在预设的阈值范围内,而保持壳状牙齿矫治器的性能维持预设的矫治 特性。 附图说明 图1为本发明实施例中壳状牙齿矫治器制备方法的流程示意图。 图2为本发明实施例中激光输出装置结构示意图。 图3为本发明实施例中激光切割系统结构示意图。 图4为本发明实施例中激光切割系统另一视角结构示意图。 图5为图4中A部分的局部放大图。 图6为初始牙科器械的结构示意图。 图7为初始牙科器械和牙颌模型沿唇/颊舌侧截面结构示意图。 图8为图7中B部分的局部放大图。 图9为另一初始牙科器械和牙颌模型沿唇/颊舌侧截面结构示意图。 图10为图9中C部分的局部放大图。 图11为未切割前牙颌模型沿切割面的结构示意图。 图12为经过激光切割后牙颌模型沿切割面的结构示意图。 图13为包含牙颌模型的初始牙科器械经过激光切割后的沿切割面的结构示意图。 图14为图13中D部分的局部放大图。 图15为图13中E部分的局部放大图。 图16为图13中F部分的局部放大图。











