
技术摘要:
本发明公开了一种空心钢管的电阻焊傀儡电极结构,包括上电极、下电极、傀儡电极,所述傀儡电极包括抵触部及安装部,所述抵触部与所述安装部固定连接,所述安装部与所述上电极的下部固定连接,所述抵触部设置有与空心钢管匹配的弧形匹配槽;所述下电极间隔设置在所述傀 全部
背景技术:
目前,全球汽车市场为了节能减排,汽车轻量化是大势所趋。空心钢管在汽车座椅 系统得到了大量的应用,空心钢管的焊接在汽车制造业中应用广泛。 但是,现有的空心钢管的焊接过程存在以下缺陷: 当空心钢管壁厚为1mm时,空心钢管与钣金件搭接进行电阻点焊,当电流穿过空心 钢管时,钢管容易产生焊穿的现象,钢管穿焊后会影响产品结构与强度,焊接效果差。
技术实现要素:
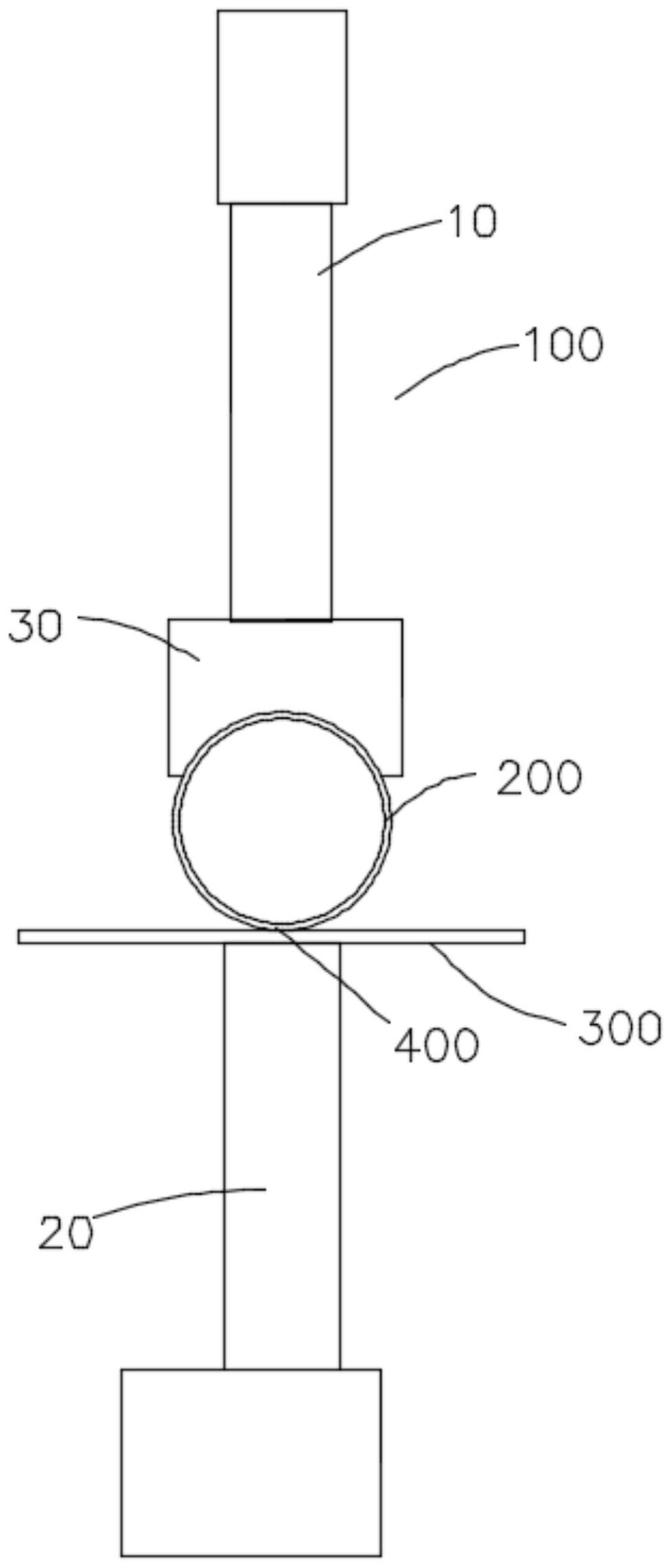
为了克服现有技术的不足,本发明的目的之一在于提供一种空心钢管的电阻焊傀 儡电极结构,其能解决焊接效果差的问题。 本发明的目的之一采用如下技术方案实现: 一种空心钢管的电阻焊傀儡电极结构,包括上电极、下电极、傀儡电极,所述傀儡 电极包括抵触部及安装部,所述抵触部与所述安装部固定连接,所述安装部与所述上电极 的下部固定连接,所述抵触部设置有与空心钢管匹配的弧形匹配槽;所述下电极间隔设置 在所述傀儡电极的下方,所述下电极朝向所述傀儡电极一侧设置放置平台,所述放置平台 与所述傀儡电极的弧形匹配槽之间为用于放置钣金工件和空心钢管的放置空间。 进一步地,所述抵触部呈长方体,所述弧形匹配槽分布于所述抵触部的中部。 进一步地,所述安装部设置有侧面弧形部,所述安装部垂直于所述抵触部。 进一步地,所述安装部设置有安装孔,所述安装孔垂直于所述弧形匹配槽。 进一步地,所述上电极位于所述下电极上部,所述上电极和所述下电极垂直于所 述空心钢管。 进一步地,所述上电极垂直于所述傀儡电极。 进一步地,所述上电极抵触于所述傀儡电极的中部。 进一步地,所述上电极正对所述下电极,所述上电极在所述钣金工件的投影与所 述下电极在所述钣金工件的投影重合。 相比现有技术,本发明的有益效果在于: 所述抵触部与所述安装部固定连接,所述抵触部设置有与空心钢管匹配的弧形匹 配槽;空心钢管的下部抵触于钣金工件,空心钢管的下部与钣金工件形成熔合点,钣金工件 的下部与所述下电极接触,空心钢管的上部贴合于所述弧形匹配槽进而保障所述空心钢管 与所述抵触部形成弧面接触。通过面接触代替点接触,解决了电阻点焊超薄空心管时电流 穿透被击穿的问题。 上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段, 而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够 3 CN 111570989 A 说 明 书 2/3 页 更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。 附图说明 图1为本发明空心钢管的电阻焊傀儡电极结构中一较佳实施例的示意图; 图2为图1所示空心钢管的电阻焊傀儡电极结构中一傀儡电极的立体图。 图中:100、空心钢管的电阻焊傀儡电极结构;10、上电极;20、下电极;30、傀儡电 极;31、抵触部;311、弧形匹配槽;32、安装部;321、侧面弧形部;322、安装孔;200、空心钢管; 300、钣金工件;400、熔合点。











