
技术摘要:
本发明涉及马桶生产技术领域,尤其涉及一种马桶坐便圈及其分体成型方法。先制作出坐便圈原型和进水口原型,之后利用上述两个原型制作出两开模的高压模型,然后向高压模型内注浆,泥浆硬化同时得到各自独立的坐便圈泥坯和进水口泥坯,然后对坐便圈泥坯钻通水孔和圈眼, 全部
背景技术:
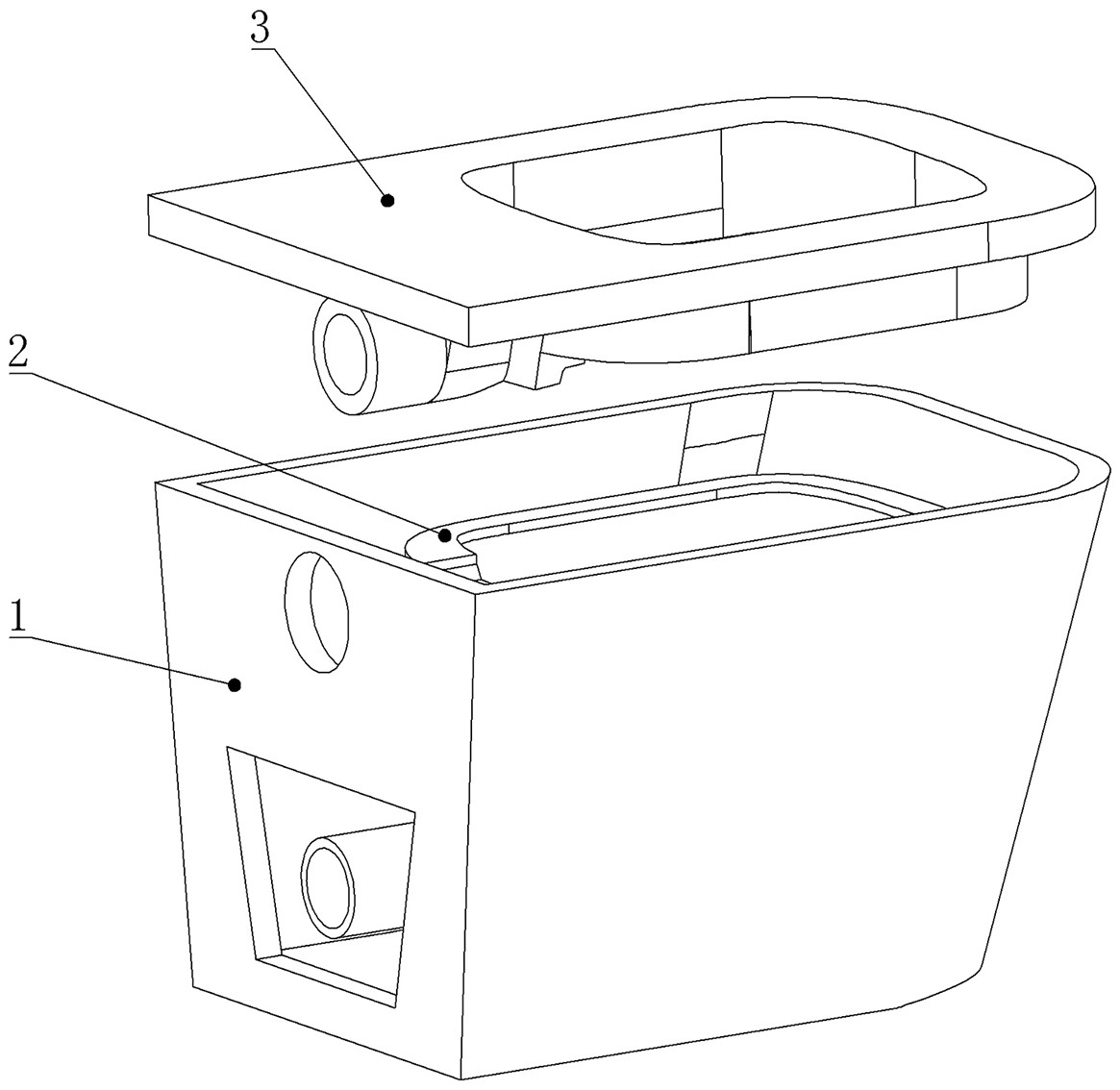
马桶在制作泥坯时由三部分粘接组成,如图1所示,最外侧为马桶外套1,马桶外套 1上部开口处粘接坐便圈3,坐便圈3下部粘接马桶的锅2。坐便圈3左端设置有进水口32。目 前生产坐便圈3的工艺是一体成型,即在注浆成型制作泥坯时进水口32与坐便圈3已经成为 一体,这种成型方式在制作高压模型开模时,开模困难,结构复杂,不方便人工操作,导致生 产效率低下。
技术实现要素:
本发明所要解决的技术问题,是针对上述存在的技术不足,提供了一种马桶坐便 圈及其分体成型方法。 为解决上述技术问题,本发明所采用的技术方案是:一种马桶坐便圈,包括坐便 面,所述坐便面呈板状并且中部设置有贯穿上下表面的缺口,所述坐便面在缺口的外围设 置有连接圈,所述连接圈的一侧设置有连接块,所述连接块位于连接圈远离坐便面的一面, 所述连接圈在连接块两侧的位置设置有导水槽,所述连接块的两侧对应导水槽的位置设置 有圈眼,所述连接块远离连接圈的一面设置有台阶,所述连接块的外侧设置有连接体,所述 连接体的顶面在与连接块结合的位置设置有斜面,所述连接体远离连接块的一侧设置有进 水口,所述进水口呈管状,所述连接体和连接块内部为连通的空腔,所述空腔与进水口和圈 眼连通。 一种马桶坐便圈分体成型方法,步骤如下: a、制作原型:按照坐便圈上的进水口的形状制作进水口原型,所述进水口原型的一端 在外圆周上设置有支撑块;按照坐便圈去掉进水口后的形状制作坐便圈原型,所述坐便圈 原型与坐便圈上的连接块外侧对应的位置封闭,同时与圈眼对应的位置也封闭,所述坐便 圈原型与坐便圈上的进水口在坐便面的投影的对应位置设置有支撑条;所述支撑条的高度 与支撑块的高度相等; b、制作高压模型:利用步骤a所得的坐便圈原型和进水口原型制作出高压模型,所述高 压模型内部空腔的形状为进水口原型和坐便圈原型的形状,并且与进水口原型对应的空腔 位于与坐便圈原型对应的空腔的连接圈所在位置的内部,所述高压模型为两开模,分别为 第一工作模和第二工作模; c、注浆成型:将步骤b制得的第一工作模和第二工作模组装在一起得到高压模型,用注 浆成型设备向高压模型内进行注浆,经过0.4-0.8小时后开模,得到坐便圈泥坯和进水口泥 坯,在坐便圈泥坯的连接体的斜面上打放浆孔,放出内部泥浆,之后用和泥坯成分一样的泥 团将此孔封闭,此时连接体和连接块内部形成空腔; d、粘接:在步骤c所得坐便圈泥坯的连接体的外侧面进行钻孔,得到与连接体内部空腔 4 CN 111571767 A 说 明 书 2/4 页 连通的通水孔,之后在连接块的两侧钻出圈眼,然后将进水口泥坯未设置支撑块的一端粘 接在通水孔外围的连接体的外侧面上、将支撑块远离进水口泥坯的面粘接在坐便圈泥坯的 坐便面上、将进水口泥坯的外圆周粘接在支撑条上,以上三个粘接动作同时完成,待上述泥 坯干燥,将粘接部位的外表面打磨平整,分体成型完成。 优选的,所述进水口原型和坐便圈原型用石膏制成。 优选的,所述第一工作模包括第一标准模,所述第二工作模包括第二标准模,所述 高压模型内部的进水口原型和坐便圈原型形状的空腔由第一标准模和第二标准模产生,所 述第一标准模和第二标准模以坐便圈原型上的坐便面设置有连接圈的一面为分型面,与坐 便面对应的空腔位于第二标准模上,与连接圈、连接块和连接体等对应的空腔位于第一标 准模上;所述第二标准模上的与坐便面对应的空腔底面上设置有第三凸台,所述第三凸台 用来成型坐便面的缺口和连接圈的内部通道,所述第三凸台的顶面设置有第二凹台和第一 凹台,所述第二凹台为与进水口原型对应的空腔,所述第一标准模与第一凹台对应的位置 设置有第一凸台,所述第一凹台和第一凸台形状相同,所述第一标准模与第二凹台对应的 位置设置有第二凸台,所述第二凸台用来成型进水口原型的内部通道,所述第一标准模在 与进水口原型上的支撑块对应的位置上设置有第二注浆孔,所述第一标准模在与坐便圈原 型上的斜面对应的位置上设置有第一注浆孔,所述第一注浆孔和第二注浆孔连接到第一工 作模的注浆管路;所述第一标准模外部依次设置有第一填充体和第一铁框,所述第二标准 模外部依次设置有第二填充体和第二铁框。 优选的,所述第一铁框的高度大于第一标准模的高度,所述第一标准模用来合模 的面与第一铁框的一面平齐,所述第一填充体与第一铁框的两面平齐;所述第二铁框的高 度大于第二标准模的高度,所述第二标准模用来合模的面与第二铁框的一面平齐,所述第 二填充体与第二铁框的两面平齐。 优选的,所述第一标准模和第二标准模的材质为石膏。 优选的,所述第一填充体和第二填充体的材质为硬化的水泥砂浆。 与现有技术相比,本发明具有以下优点:采用先同时制得各自独立的坐便圈泥坯 和进水口泥坯,然后再将此两个部件粘接在一起形成完整的坐便圈,此种方法模型结构简 单,开模容易,方便工人操作,并且劳动强度低,生产效率高。 附图说明 图1为马桶的结构示意图。 图2为坐便圈的结构示意图。 图3为坐便圈原型的结构示意图。 图4为进水口原型的结构示意图。 图5为第一工作模的结构示意图。 图6为第二工作模的结构示意图。 图7为坐便圈泥坯打孔示意图。 图中:1、马桶外套;2、马桶的锅;3、坐便圈;31、坐便面;32、进水口;33、连接体;34、 斜面;35、导水槽;36、台阶;37、圈眼;38、连接圈;39、连接块;4、坐便圈原型;41、支撑条;5、 第一工作模;51、第一铁框;52、第一填充体;53、第一标准模;531、第一注浆孔;532、第二注 5 CN 111571767 A 说 明 书 3/4 页 浆孔;533、第一凸台;534、第二凸台;6、第二工作模;61、第二铁框;62、第二填充体;63、第二 标准模;631、第二凹台;632、第一凹台;633、第三凸台;7、坐便圈泥坯;71、通水孔;8、进水口 原型;81、支撑块。











