
技术摘要:
本发明公开基于动静组合液池的板料双面控压充液拉深成形方法,属于金属板材液压成形技术领域。该方法首先在静液池内充注液体并保持一定的压力,动液池被顶起到设定位置后在动液池内充注液体,将板料放置在动静组合液池上面;动液池液压系统启动实现板料预胀和对动液池 全部
背景技术:
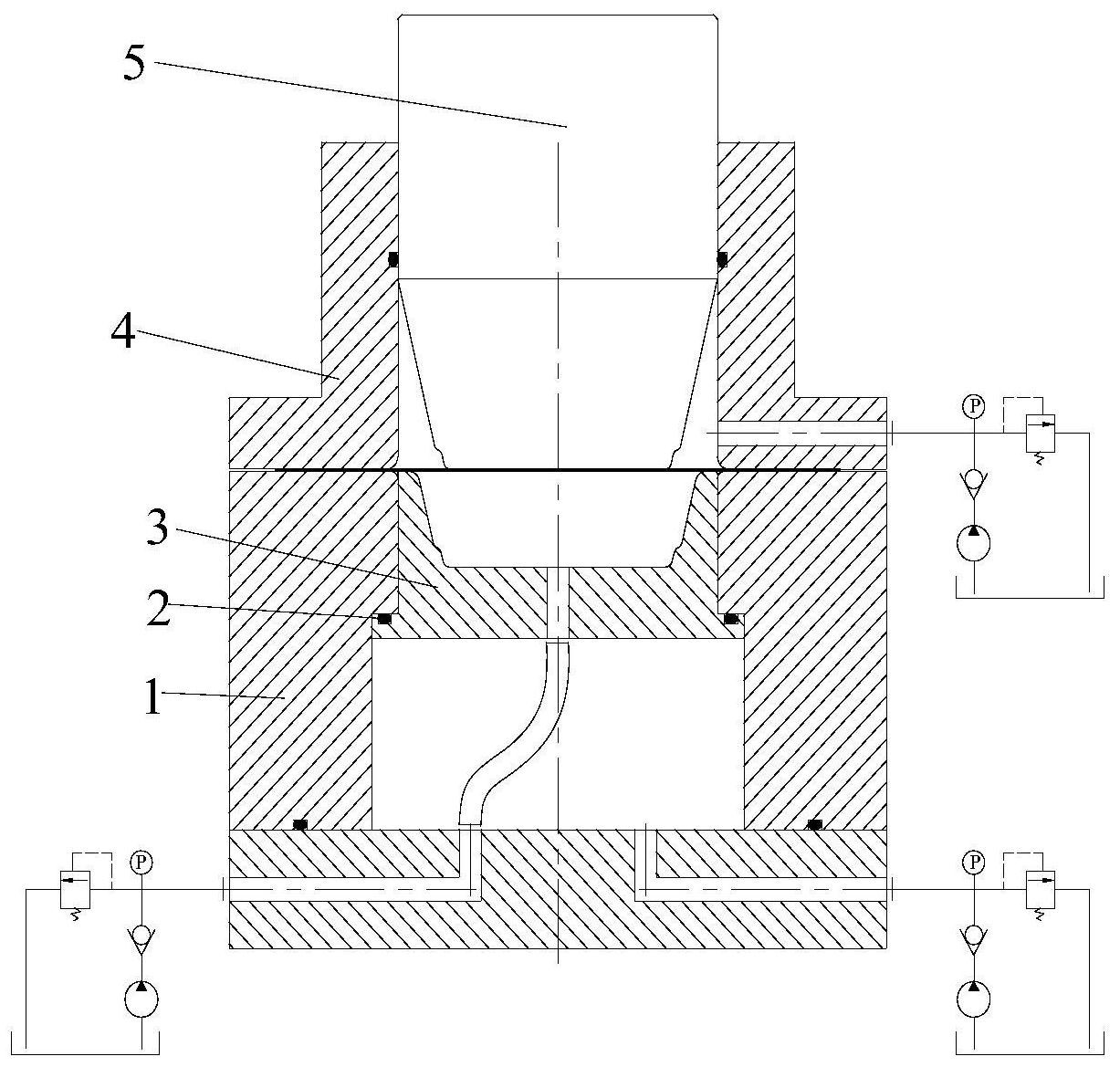
: 本发明针对现有技术中存在的问题,提供一种基于动静组合液池的板料双面控压 充液拉深成形方法,该方法具体步骤如下: (1)在静液池内充注液体并保持一定的压力,动液池被顶起到设定位置;所述静液 池及所述动液池组成动静组合液池兼凹模,所述动液池镶嵌在所述静液池内,所述静液池 为所述凹模中的外凹模,所述动液池为所述凹模中的内凹模。 (2)在所述动液池内充注液体。 (3)将板料放置在所述动静组合液池上面。 (4)压料板下行,所述板料被所述动静组合液池和所述压料板夹紧。 (5)启动动液池液压系统,实现板料预胀和对所述动液池内的液体控压;所述动液 池液压系统通过设置在静液池中管路控制所述动液池中的液体压力变化。 (6)所述压料板和凸模及所述板料组成的密闭空间和液压系统相连通,所述密闭 空间内充注液体,液体压力作用在所述板料上表面,实现所述板料上表面压力加载并过程 压力控制。 (7)所述凸模开始下行,所述板料在所述动液池内进行充液拉深,所述板料上表面 和下表面压力按预设值变化,所述板料在所述动液池内进行充液拉深时所述动液池保持静 止;所述凸模一直下行到所述板料底部与所述动液池底部接触,完成所述板料在所述动液 池内的充液拉深。 (8)所述凸模下行到所述板料底部与所述动液池底部接触后,所述凸模和所述动 液池一块下行,所述动液池与所述静液池间密封元件失去作用,所述静液池与所述动液池 内的液体通过所述动液池与所述静液池的间隙连通,液体压力作用到所述板料上,所述板 料继续进行充液拉深;液压系统通过管路控制所述静液池内的液体。 (9)所述凸模继续下行,所述静液池内的液体压力和所述板料上表面压力按照设 置的压力和所述凸模行程曲线变化直至成形结束,完成所述板料的双面控压充液拉深成 3 CN 111589931 A 说 明 书 2/2 页 形。 本发明中的动静组合液池兼凹模由动液池、静液池两部分组合而成,并分别和压 力控制系统相连实现各自压力控制;动液池与静液池的型腔开始时互不连通,动液池随凸 模下行时动静液池间密封失去作用,动静液池内液体通过动静液池间间隙连通;动液池内 拉深结束后,动液池和凸模一起下行直至充液拉深过程结束。本发明通过采用动液池兼浮 动凹模,减少拉深过程中板料悬空部位,并通过控制板料上表面液体压力,使板料和浮动凹 模在充液拉深初期阶段保持刚性接触,降低和抑制起皱,可以进一步提升了板料成形能力, 改善零件表面质量。该方法实现简单,实践上容易操作,本发明扩展了液压成形技术的内 涵,进一步发展了液压成形技术,拓展了液压技术在板料成形领域的应用,提高了在上下差 异大的钣金件成形时液压作用效果。 附图说明: 图1为本发明方法中成形装置的结构示意图; 图2为本发明方法中板料在动液池内进行第一阶段充液拉深时的成形装置示意 图; 图3为本发明方法中板料在动液池内充液拉深结束时的成形装置示意图; 图4为本发明方法中板料充液拉深结束时的成形装置示意图。 图中:1:静液池;2:动静液池间密封圈;3:动液池;4:压料板;5:凸模。
技术实现要素:
: 本发明所提供的基于动静组合液池的板料双面控压充液拉深方法的具体步骤如 下: (1)在静液池(外凹模)内充注液体并保持一定的压力,动液池(内凹模)被顶起到 设定位置。 (2)动液池内充注液体;液体可以通过和动液池型腔相连的液压系统加注,或者采 用其它方式加注。 (3)板料放置在动静组合液池上面。 (4)压料板下行,板料被动静组合液池和压料板夹紧。 (5)动液池液压系统启动实现板料预胀和对动液池内液体控压。 (6)压料板和凸模以及板料组成的密闭空间和液压系统相连通,液体压力作用在 板料上表面,实现板料上表面压力加载并过程压力控制。 (7)凸模开始下行,板料上表面和下表面压力压力按预设值变化。 (8)凸模下行到板料底部和动液池底部接触后,凸模和动液池一块下行,动液池与 静液池间的密封失去作用,动液池与静液池内的液体通过动液池与静液池的间隙连通,液 体压力作用到板料上。 (9)凸模继续下行,静液池内液体压力和板料上表面压力按照设置的压力和凸模 行程曲线变化直至成形结束。 (10)零件成形结束,凸模和压料板复位,动液池上升,取出零件。 (11)一个成形循环结束,开始步骤(1),进行下一个工作循环。 4 CN 111589931 A 说 明 书 附 图 1/2 页 图1 图2 5 CN 111589931 A 说 明 书 附 图 2/2 页 图3 图4 6











