
技术摘要:
本发明涉及一种阀门用多螺杆同步锁紧装置,包括底板、左气缸、右气缸、定位组件、驱动组件以及感应器;所述底板上设置有滑槽和放置件,所述定位组件通过左气缸的活塞杆与底板活动连接,所述驱动组件通过锁紧件与底板连接,所述定位组件与放置件位置相对应,所述定位组 全部
背景技术:
阀门是工业生产过程中常用的一种配件,在使用过程中对阀门的密封性要求很 高,所以在阀门组装过程中组装精度的要求也很高。 当完成阀门的机构组装后需要将阀门的各个部件锁紧在一起,现在常用的方式是 操作者手动将螺杆锁紧在阀门上以达到固定阀门各个部件的目的,手动锁螺杆容易使多个 螺杆受力不均匀,进而造成阀门连接部件之间的密封件受力不均匀,最终使阀门的密封性 变差,且人力劳动强度大,工作效率低。
技术实现要素:
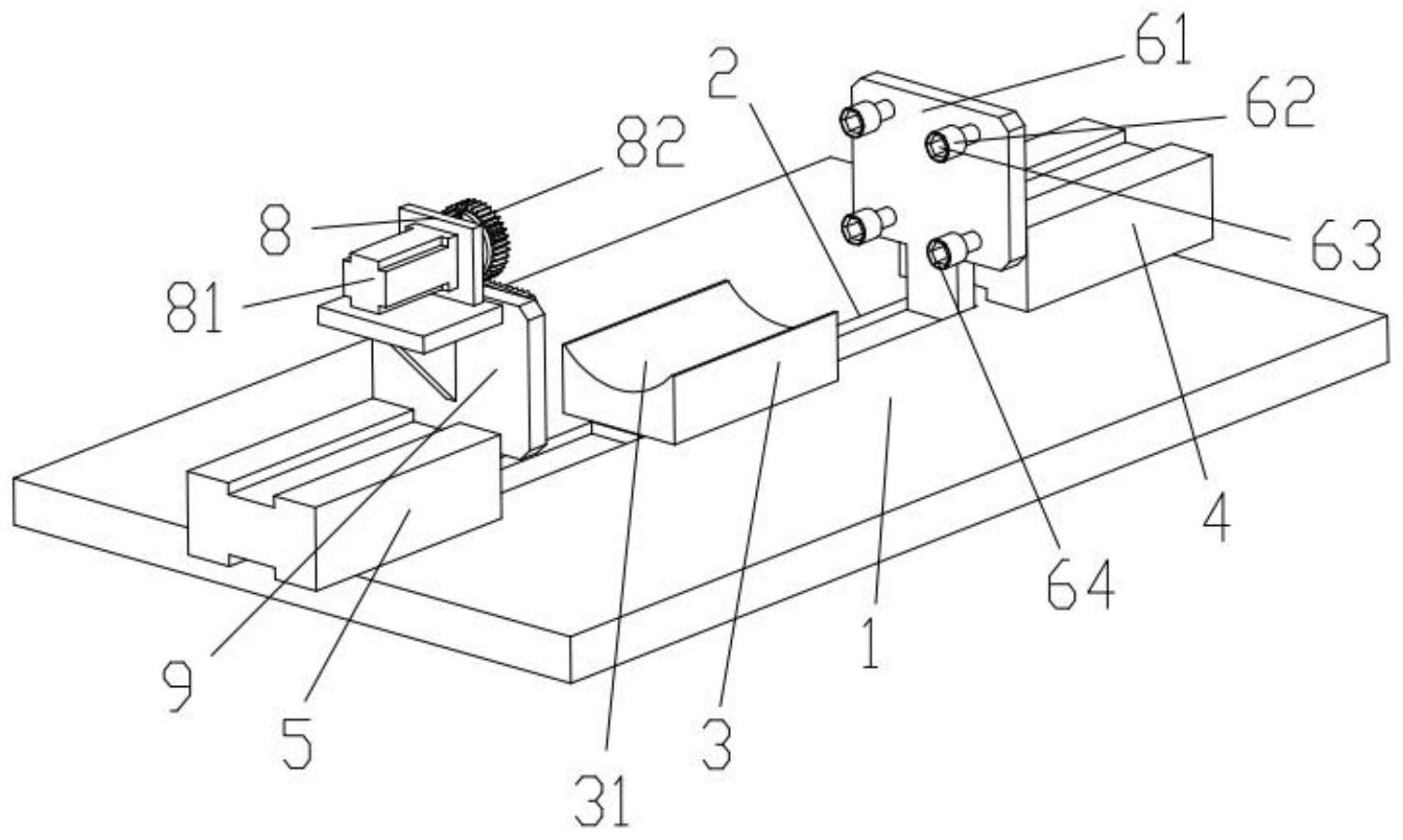
本发明的目的是:提供一种阀门用多螺杆同步锁紧装置,解决以上问题。 为了实现上述目的,本发明提供如下的技术方案: 一种阀门用多螺杆同步锁紧装置,包括底板、左气缸、右气缸、定位组件、驱动组件 以及感应器;所述底板上设置有滑槽和放置件,所述定位组件通过左气缸的活塞杆与底板 活动连接,所述驱动组件通过锁紧件与底板连接,所述定位组件与放置件位置相对应,所述 定位组件上设置有定位件,所述驱动组件与锁紧件位置相对应,所述锁紧件与放置件位置 相对应,所述驱动组件上设置有驱动件,所述锁紧件上设置有竖板和从动条,所述锁紧件通 过右气缸的活塞杆与底板连接。 进一步的,所述放置件上设置有放置槽,所述定位组件和锁紧件均通过滑槽与底 板活动连接,所述定位件和从动条均与放置件位置相对应,所述从动条通过张紧柱与竖板 活动连接。 进一步的,所述定位组件和锁紧件均与放置槽位置相对应,所述锁紧件上还包括 限位板,所述从动条上设置有斜面和齿条,所述张紧柱位于从动条的四个拐角处。 进一步的,所述限位板与从动条和驱动件位置相对应,所述从动条具体由弹性材 料构成,所述齿条与驱动组件上的驱动件啮合,所述张紧柱与安装柱位置相对应。 进一步的,所述驱动件具体为齿轮,所述驱动件上设置有镂空部,所述驱动件通过 电机的旋转轴与驱动组件连接,所述驱动件与定位组件位置相对应,所述从动条位于限位 板和驱动件之间。 进一步的,所述镂空部与感应器位置相对应,所述定位组件上还包括安装板,所述 安装板上有多个定位件,所述限位板具体由刚性材料构成。 进一步的,所述感应器具体为接近开关,所述定位件与从动条位置相对应,所述定 位件上设置有定位槽。 进一步的,所述感应器通过钣金件与驱动组件连接,所述定位槽具体呈六角形,所 述定位槽上设置有斜边。 3 CN 111590517 A 说 明 书 2/3 页 本发明的有益效果为:提供一种阀门用多螺杆同步锁紧装置,通过底板、左气缸、 右气缸、定位组件、驱动组件以及感应器相互配合使用,实现通过装置代替人工将螺杆锁在 阀门上的效果,确保了各个螺杆受力均匀,使阀门上密封件受力均匀,提高了阀门的密封 性,降低了人力劳动强度,提高了工作效率,节约了生产成本。 附图说明 图1为本发明一种阀门用多螺杆同步锁紧装置的整体结构轴测图。 图2为本发明一种阀门用多螺杆同步锁紧装置的另一整体结构轴测图。 图3为本发明一种阀门用多螺杆同步锁紧装置的整体结构主视图。 图4为本发明一种阀门用多螺杆同步锁紧装置的部分结构轴测图。 图5为图2中A部分的局部放大图。 图6为图2中B部分的局部放大图。 图中:1、底板;2、滑槽;3、放置件;31、放置槽;4、左气缸;5、右气缸;6、定位组件; 61、安装板;62、定位件;63、定位槽;64、斜边;7、感应器;8、驱动组件;81、电机;82、驱动件; 83、镂空部;9、锁紧件;91、竖板;92、安装柱;93、限位板;94、从动条;95、齿条;96、张紧柱; 97、斜面;10、钣金件。











