
技术摘要:
本发明一种适用于环形焊缝激光焊接的装置和方法,包括激光焊接头和焊接箱,所述激光焊接头通过光纤与激光器连接,所述激光焊接头设于焊接箱外部,所述焊接箱的外表面设有透光镜片,还包括工件旋转组件、升降组件;所述焊接箱上设有与所述工件旋转组件活动连接的对接口 全部
背景技术:
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,焊接过 程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光 脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池,由于其独特 的优点,已成功应用现代工业。现有的真空激光焊接装置真空腔体的体积偏大,焊接前抽真 空的花费较多时间,导致焊接效率低。申请号为201920016636.3的中国实用新型专利将激 光焊接头置于密闭型腔体外部,但焊接功能单一,不能针对环形焊缝焊接,其中申请号为 201310149610.3的中国发明专利,公开了一种用于真空激光焊接的装置,但该装置存在如 下缺陷: 1、该装置只能针对待焊工件的端面环形焊缝进行激光焊接,对于对待焊工件的焊 接面位置存在局限性; 2、其真空腔体的密封需要待焊工件的侧面进行配合,进而对待焊接件的侧面形状 和光洁度有较高要求; 3、在焊接过程中需要真空腔体与待焊工件一同旋转,机构复杂; 4、待焊工件与真空腔体装配时需要增加真空腔体锁紧操作,程序繁琐。 综上所述,现有的焊接装置在应用的过程中仍有许多缺点和不足,需进一步改进, 以适应现代工业的发展需要。
技术实现要素:
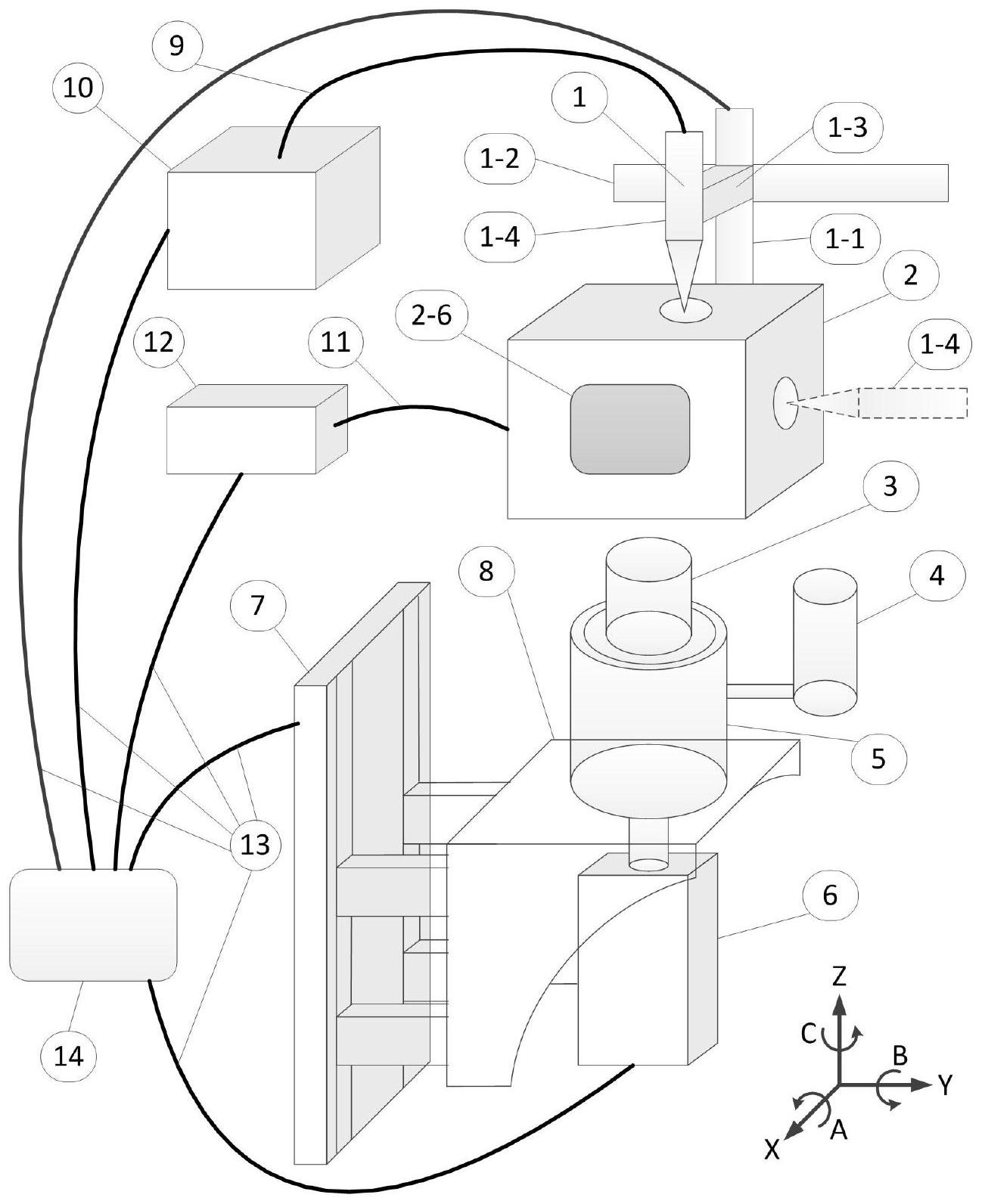
本发明为了克服现有技术的缺点,提供一种适用于环形焊缝激光焊接的装置和方 法。 本发明一种适用于环形焊缝激光焊接的装置,包括激光焊接头和焊接箱,所述激 光焊接头通过光纤与激光器连接,所述激光焊接头设于焊接箱外部,所述焊接箱的外表面 设有透光镜片,还包括工件旋转组件、升降组件; 所述焊接箱上设有与所述工件旋转组件活动连接的对接口, 所述焊接箱连通气氛柜; 所述工件旋转组件、升降组件均设于焊接箱的外部, 所述升降组件与所述工件旋转组件或焊接箱连接,所述升降组件用于所述工件旋 转组件与所述对接口的贴合或分离,所述工件旋转组件上设有工件夹持装置。 进一步地,所述焊接箱的外表面包括上端面和/或侧面,所述焊接箱的侧面设有观 察窗。 更进一步地,所述焊接箱为矩形体、圆柱体、锥体中的任一种。 4 CN 111590196 A 说 明 书 2/6 页 更进一步地,所述透光镜片为透光率95%以上的石英玻璃。 进一步地,所述激光焊接头与激光焊接头驱动组件连接,所述激光焊接头驱动组 件包括Z轴线性模组、Y轴线性模组、A轴旋转模组。 进一步地,所述焊接箱内设有真空压力表和/或氧含量测试仪,所述真空压力表和 氧含量测试仪与气氛柜通讯连接,所述气氛柜内设有真空发生装置和/或保护气体置换装 置。 进一步地,所述升降组件与所述工件旋转组件连接,所述对接口的边沿设有密封 结构。 进一步地,所述工件旋转组件包括外套、旋转轴、角接触球轴承、轴承压紧端盖、伺 服电机、安装座,所述工件夹持装置设于旋转轴上端,所述旋转轴通过角接触球轴承、轴承 压紧端盖安装于外套上,所述外套安装于安装座上,所述旋转轴的下端与伺服电机连接。 更进一步地,所述升降组件包括升降驱动器、固定板、连接件,所述固定板上设有 滑道,所述连接件一端与滑道活动连接,另一端与安装座连接,所述升降驱动器驱动连接件 沿滑道移动。 更进一步具体地,所述密封结构包括密封凹槽和密封圈,所述密封圈设于密封凹 槽内,所述密封凹槽设于外套上端或对接口的边沿。 进一步地,还包括油封组件,所述油封组件设于工件旋转组件上,所述油封组件包 括高压气室、加压装置和一对回转密封圈,所述一对回转密封圈安装于旋转轴上,所述一对 回转密封圈之间与高压气室连通,所述高压气室内设有密封油,所述高压气室的上部与加 压装置连通。 更进一步地,所述高压气室的上部与真空发生装置连通。 进一步地,还包括控制组件,所述控制组件包括PLC控制器,所述PLC控制器与激光 器、激光焊接头驱动组件、气氛柜、升降组件、伺服电机连接。 所述装置采用的适用于环形焊缝激光焊接的方法,包括以下步骤: S1、升降组件驱动焊接箱与工件旋转组件分离,将待焊工件固定至工件夹持装置 上,升降组件驱动焊接箱与工件旋转组件贴合,气氛柜将焊接箱内的气氛环境调整至可焊 接标准; S2、工件旋转组件带动待焊工件旋转,激光焊接头发出激光,经由透光镜片透射至 待焊工件的焊接部位; S3、焊接完成后,气氛柜将焊接箱内的气氛环境调整至焊接箱与工件旋转组件可 分离标准,升降组件驱动焊接箱与工件旋转组件分离,取下焊接工件。 更进一步地,步骤S2中,所述焊接部位包括待焊工件的上端面及侧面。 本发明一种适用于环形焊缝激光焊接的装置和方法主要优点是: 1、在焊接箱的顶部和侧面安装透光镜片,可实现待焊工件的端面焊缝和侧面焊缝 在气氛环境下的焊接工作; 2、焊接箱的下表面设计有密封圈,当工件旋转组件上升与气氛焊接箱组件对接 时,可在焊接箱的内部形成密封腔体,代替了传统的开闭式密封门; 3、工件旋转组件的外套和旋转轴中间设计密封结构,保证待焊工件在焊接箱内部 旋转的同时又起到了密封的作用,保证了焊接箱内的气氛标准,提高了焊接质量; 5 CN 111590196 A 说 明 书 3/6 页 4、该装置结构将旋转轴伸出焊接箱外部,保证了伺服电机的安装位置不在焊接箱 内,减小了焊接箱的体积,缩短了气氛柜对焊接箱内气氛调整至焊接标准的时间,提高了焊 接效率; 5、该装置结构对于焊接装夹过程具有较好的便捷性,进一步提高了焊接效率,同 时结构简单便于维护。 附图说明 图1为适用于环形焊缝激光焊接的装置的整体结构示意图; 图2为待焊工件及焊缝位置示意图; 图3为焊接箱的剖面结构示意图; 图4为工件旋转组件的剖面结构剖视图。 其中,1激光焊接头驱动组件;1-1Z轴线性模组;1-2Y轴线性模组;1-3A轴旋转模 组;1-4激光焊接头;2焊接箱;2-1透光镜片;2-2抽气孔;2-3送气孔;2-4密封圈;2-5对接口; 2-6观察窗;2-7真空压力表;2-8氧含量测试仪;3待焊工件;3-1端面焊缝;3-2待焊工件A;3- 3侧面焊缝;3-4待焊工件B;4油封组件;4-1高压气室;4-2密封油;5工件旋转组件;5-1工件 夹持装置;5-2外套;5-3旋转轴;5-4角接触球轴承;5-5回转密封圈;5-6轴承压紧端盖;5-7 高压密封腔;6伺服电机;7升降组件;8安装座;9光纤;10激光器;11连接气管;12气氛柜;13 控制线缆;14PLC。











