
技术摘要:
本发明公开了一种用于真空压铸模具的抽气阀组件,包括阀体、右螺纹套、出水管、螺孔、左螺纹套、进水管、抽气管、安装面、大密封圈、扩压管、混合室、汽化阀、小密封圈、喉管、止回阀、防锈层、钢层和抗氧化层。本发明的有益效果是:防锈层的材质为锌黄防锈漆,便于防 全部
背景技术:
真空压铸法是通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少 压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的先进压铸工艺,该方 法能够提高压铸件的机械性能和表面质量,改善镀覆性能, 大大减少型腔的反压力,可使 用较低的比压及铸造性能较差的合金,有可能用小机器压铸较大的铸件,通过此方法改善 了充填条件,可压铸较薄的铸件,而且和普通压铸方法相比,生产效率几乎一样。 要想使用这种方法就必须排空模具内的空气使模具内达到真空,真空的含义是指 在给定的空间内低于一个大气压力的气体状态,是一种物理现象。真空系针对大气而言,一 特定空间内部之部份物质被排出,使其压力小于一个标准大气压,则我们通称此空间为真 空或真空状态。 为了使装置内部达到真空,则必须使用抽气阀。 现有的抽气阀组件结构简单,其一、单纯采用高压水流带走空气,没有先将其汽 化,效率低下,其二、阀体内部没有设置抗氧化层,不利于延长装置使用寿命,其三、密封效 果差,不能防止空气跑出。
技术实现要素:
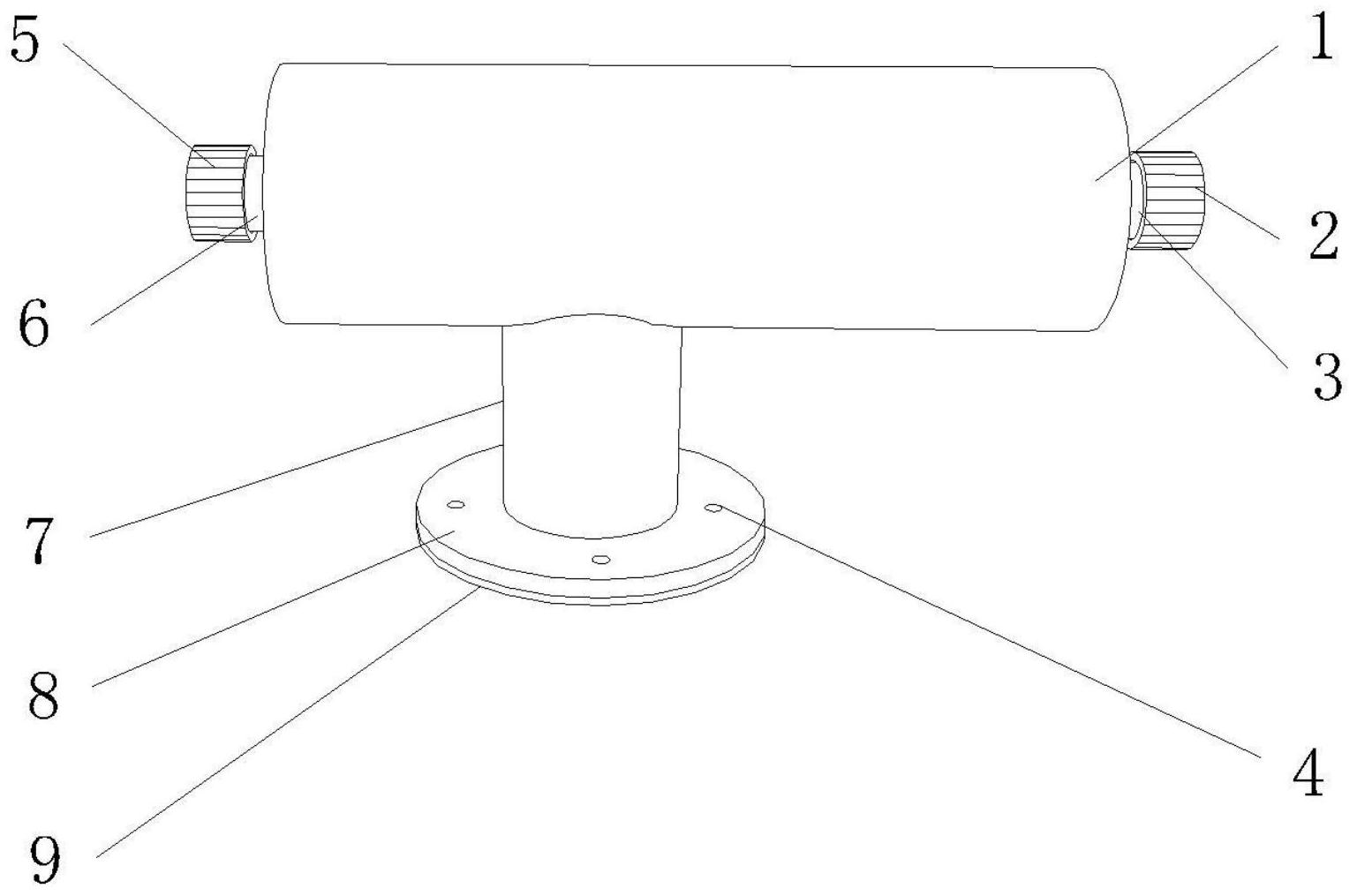
本发明的目的就在于为了解决上述问题而提供一种用于真空压铸模具的抽气阀 组件。 本发明通过以下技术方案来实现上述目的:一种用于真空压铸模具的抽气阀组 件,包括阀体、右螺纹套、出水管、螺孔、左螺纹套、进水管、抽气管、安装面、大密封圈、扩压 管、混合室、汽化阀、小密封圈、喉管、止回阀、防锈层、钢层和抗氧化层;所述阀体、出水管、 进水管和抽气管构成该装置的主体结构,所述出水管的左端通过焊接与阀体的右端呈固定 式连接,右端与右螺纹套连接,所述进水口的右端通过焊接与阀体的左端呈固定式连接,左 端与左螺纹套连接,所述抽气管的顶端通过焊接与阀体的底端呈固定式连接,底端通过焊 接与安装面的上表面呈固定式连接,所述安装面的下表面设置有大密封圈,所述螺孔设置 在安装面上,所述出水管的右端和进水管的左端设置有小密封圈,所述汽化阀设置在阀体 内,且左端与进水管连接,所述汽化阀的右侧为混合室,所述混合室的右侧为喉管,所述喉 管的右侧为扩压管,所述扩压管与出水管相连,所述止回阀设置在抽气管内表面顶端,且与 混合室相连,所述阀体的外表面为防锈层,所述防锈层的下表面与钢层的上表面连接,所述 钢层的下表面与抗氧化层的上表面连接。 优选的,为了防止装置生锈,所述防锈层的材质为锌黄防锈漆。 优选的,为了提高装置的密封性,所述大密封圈的上表面通过卡放在安装面下表 3 CN 111590047 A 说 明 书 2/3 页 面开设的凹槽内,与其呈可拆卸式连接。 优选的,为了增大左螺纹套和右螺纹套外表面与手部的摩擦力,所述左螺纹套和 右螺纹套外表面设置有凹凸纹理。 优选的,为了防止阀体内表面被氧化,所述抗氧化层的材质为锌。 优选的,为了使装置能牢牢固定在模具上,所述螺孔有四个,均匀设置在安装面 上。 本发明的有益效果是:该用于真空压铸模具的抽气阀组件设计合理,防锈层的材 质为锌黄防锈漆,便于防止装置生锈,延长装置使用寿命,大密封圈的上表面通过卡放在安 装面下表面开设的凹槽内,与其呈可拆卸式连接,便于提高装置的密封性,防止空气跑出, 左螺纹套和右螺纹套外表面设置有凹凸纹理,便于增大左螺纹套和右螺纹套外表面与手部 的摩擦力,使旋拧更加方便,抗氧化层的材质为锌,便于防止阀体内表面被氧化,防止装置 损坏,螺孔有四个,均匀设置在安装面上,便于使装置能牢牢固定在模具上,防止装置脱落。 附图说明 图1为本发明外观结构示意图; 图2为本发明内部结构示意图; 图3为本发明阀体材料结构示意图。 图中:1、阀体,2、右螺纹套,3、出水管,4、螺孔,5、左螺纹套,6、进水管,7、抽气管, 8、安装面,9、大密封圈,10、扩压管,11、混合室,12、汽化阀,13、小密封圈,14、喉管,15、止回 阀,16、防锈层,17、钢层和18、抗氧化层。











