
技术摘要:
本发明公开了一种自适应控制数控机床主轴负载的方法,通过实时读取机床的主轴负载,通过改变机床的进给倍率,实时地调整进给量,从而实现数控机床加工过程的恒负载控制,可以达到均衡切削负载、提高加工效率、保护机床、保护刀具和夹具的目的,更好保证加工的质量。
背景技术:
数控机床粗加工过程中,毛坯件的加工往往会出现切削余量不均匀的情况。此时 以相同的切削参数进行加工是不科学的,会造成切削余量小的阶段负载较小,切削余量大 的阶段负载大,不仅不利于保护刀具,而且加工效率低下。 恒负载加工控制技术的实现,不仅将使我国数控机床加工精度大大提高,有利于 延长数控机床及刀具的使用寿命,还可解决我国传统的复杂零件加工效率低,加工中刀 具-工件变形波动大,变形误差大等问题。恒负载加工控制系统的研制为传统制造业提供 了廉价、实用的精度软升级和维护工具。 国内外学者对数控机床的恒负载控制也进行了广泛的研究,目前应用最广泛的是 通过控制进给速度来控制主轴负载。有研究根据主轴电机电流估算钻孔扭矩,通过 PID控 制器改变进给倍率来控制钻孔扭矩,实现恒负载加工,减少钻孔磨损。另有研究人员设计了 模糊逻辑控制器来自动调节机床的进给速度,以调节数控机床的切削力,实现恒负载控制。 模糊逻辑控制器具有双回路结构,由控制进给伺服速度的内部比例微分速度控制回路和外 部模糊逻辑控制回路组成,当工件的切削深度轮廓连续变化时,在数值模拟和实验中都可 以很好地保持参考切削力。还有学者提出了一种基于高清度量(HDM)测量来减少平面铣削 过程中表面变化的方法,发现改变进给速度可以有效地消除工件沿进给方向的表面变化, 而横向铣刀路径最优规划可以平衡刀具上的切削负载,并有助于减少切削力沿进给方向的 变化。 主轴负载自适应控制直接的方法是在线监测切削力,在切削余量随机波动的情况 下,相应调整进给量,以补偿切削余量的随机波动,使切削力保持恒定。可是,在实际生产机 床上安置测力仪是不适合的,难以在生产环境下实现,并且测力仪存在着价格昂贵的问题, 在国内市场的推广应用上也存在着很大问题。
技术实现要素:
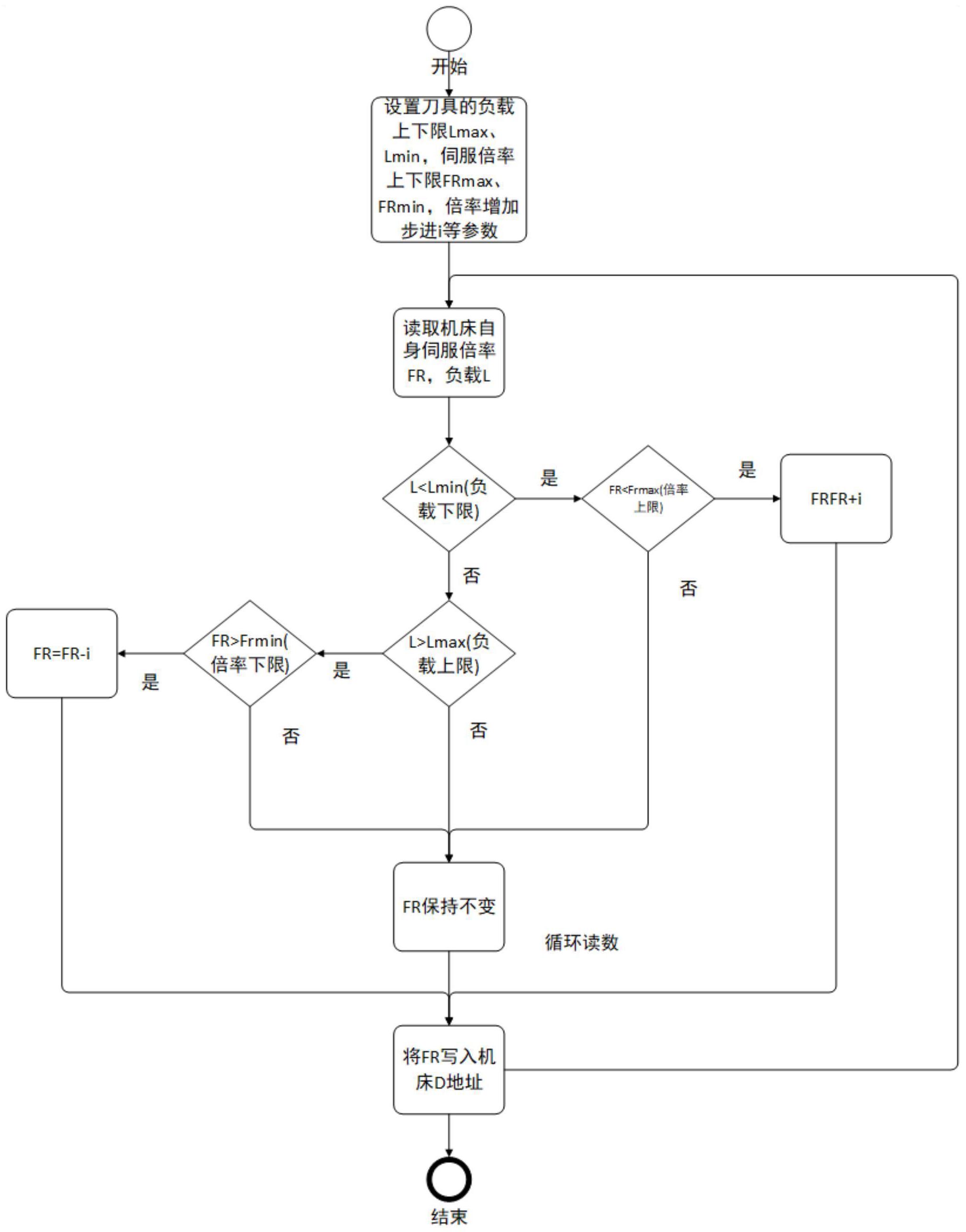
为了解决上述已有技术存在的不足,本发明通过实时读取机床的主轴负载,通过 改变机床的进给倍率,实时地调整进给量,从而实现数控机床加工过程的恒负载控制,本发 明的具体技术方案如下: 一种自适应控制数控机床主轴负载的方法,其特征在于,包括以下步骤: S1:刀具参数设置,预先设置每把刀具的负载上限Lmax、负载下限Lmin,进给倍率上 限FRmax、进给倍率下限FRmin,从机床中读取当前主轴负载L; S2:判断当前主轴负载L与预先设置的负载上限Lmax和负载下限Lmin之间的关系: S2-1:L>Lmax,即当前主轴负载L超出预设负载上限Lmax,则按步进降低进给倍率, 3 CN 111571306 A 说 明 书 2/4 页 直到主轴负载L不大于预设负载上限Lmax,即L≤Lmax; S2-2:L<Lmin,即当前主轴负载L低于预设负载下限Lmin,则按步进增加进给倍率, 直到主轴负载L不小于预设负载下限Lmin,即L≥Lmin; S2-3:Lmin<L<Lmax,则进给倍率保持不变。 进一步地,所述步骤S2-1的步进值设置为5,即每次降低5%的进给倍率。 进一步地,所述方法通过以太网接口直接从机床中读取数据,基于FUNAC数控系统 进行控制。 本发明的有益效果在于: 1 .本发明通过实时读取机床的主轴负载,通过改变机床的进给倍率,实时地调整 进给量,从而实现数控机床加工过程的恒负载控制,可以达到均衡切削负载、提高加工效 率、保护机床、刀具和夹具的目的,更好的保证零件加工质量。 2.本发明方法主要应用于粗加工,余量切削小时主轴负载小,此时适当增加进给 倍率,在保护刀具的前提下可以提高加工效率;余量变大或材料中含有硬点时,主轴负载变 大,可能会超出刀具承受范围,此时适当降低进给倍率,可以保护刀具,延长刀具寿命。 3.本发明的方法是直接读取机床的主轴负载,更简单有效,不需要安装额外的传 感器,而且监控的数据通过以太网接口直接从机床中读取,更加准确。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,通过参考附图会更加清楚的理解本发明的特征和优点,附 图是示意性的而不应理解为对本发明进行任何限制,对于本领域普通技术人员来讲,在不 付出创造性劳动的前提下,可以根据这些附图获得其他的附图。其中: 图1是本发明的方法流程图; 图2是本发明的刀具设置参数; 图3是本发明的数控加工实验工件式样图; 图4(a)是本发明实施例的未进行控制时的主轴负载和伺服倍率变化图; 图4(b)是本发明实施例的进行控制时的主轴负载和伺服倍率变化图(负载自适应 控制主轴负载和伺服倍率变化图); 图5是本发明的M70标识符识别的数控机床PLC梯形图; 图6是本发明的备份原伺服倍率的数控机床PLC梯形图; 图7是本发明的写入改进的伺服倍率的数控机床PLC梯形图。











