
技术摘要:
本公开涉及检测材料贴花的正确朝向的方法。公开了一种核实构件在工作表面上的放置的方法。成像设备和照明系统与计算机电互连。照明系统将标记投射到工作表面上,以指示构件在工作表面上放置的位置。向构件提供指示物,该指示物包括当被照亮时显示荧光波长的光发射,以 全部
背景技术:
在某些制造处理中,需要核实构件、贴花或部件在工作表面上的正确放置。在一些 处理中,工作表面可以是在其上发生分层组装的心轴。可替代地,工作表面可以是组件的在 其上放置或配合有附加构件的部件。在这个示例中,可以在部件的工作表面上放置物理标 记(例如掩模),以定位要放置构件的位置或者要在部件上执行附加工作(例如精密喷涂)的 位置。 通过将激光标记或模板113投射到工作表面上,已经实现了制造效率的极大提高。 投射为操作者提供了要放置构件、掩模或贴花或者要执行附加工作的精确位置。如本文中 所使用的,构件、掩模和贴花是可互换的,并且旨在包括以某种方式固定到工作表面上的那 些物品。通过组合使用摄影测量法和激光投射来准确地投射标记或模板113,可以实现对这 些投射的进一步改进。在美国专利No.9,200,899中公开了一个这样的示例,该专利的内容 通过引用整体并入本文。但是,常常有必要对放置的准确性进行附加的验证,以核实操作者 已正确定位了构件或贴花。操作者核实是耗时的并且容易发生人为错误。机器视觉核实已 被证明是无效的,尤其是在执行分层组装处理时。层之间的对比度的缺乏已被证明对于当 前可用的成像设备来说很难将一层与另一层区分开。由于会模糊成像质量的激光散斑,特 别是在长距离时,使用激光投影仪核实放置的进一步尝试已被证明是可望而不可及的。 因此,需要提高基于机器的对构件、部件或标记的准确放置的核实的能力。
技术实现要素:
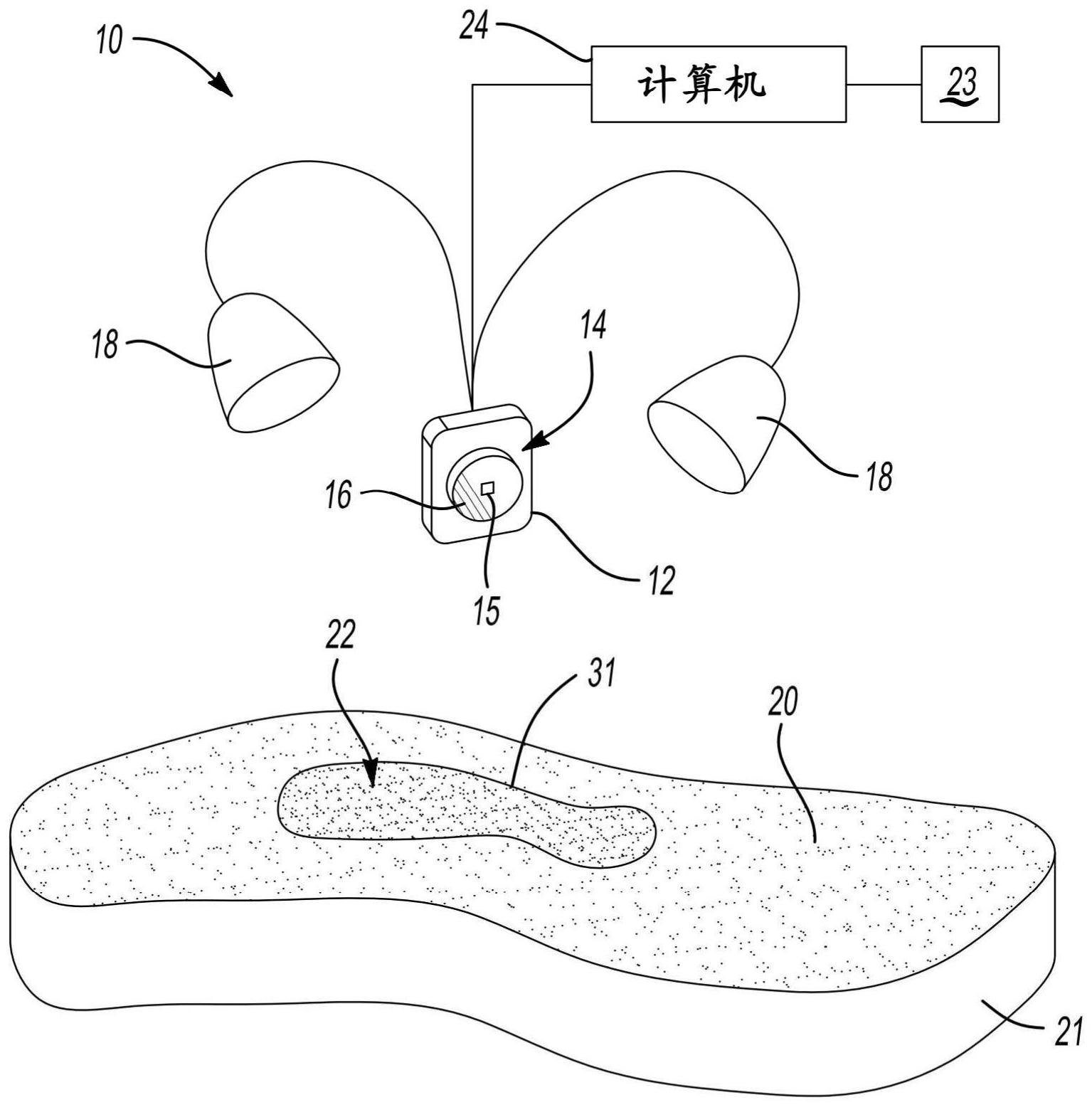
公开了一种核实构件在工作表面上的放置的方法。如本文所使用的,构件包括层 片(ply)、部件和物理掩模或标记。利用计算机辅助设计(下文中称为“CAD”)数据以组装顺 序和位置对控制器进行编程。控制器电链接到成像设备和照明系统。照明系统包括激光投 射仪和发光二极管(LED)及其等同物中的任一个,或两者兼有。照明系统或激光投影仪将标 记投射到工作表面上,以指示构件放置在工作表面上的位置。将包括当被照亮时显示荧光 4 CN 111578908 A 说 明 书 2/7 页 波长的光发射的指示物施加到构件上。将构件放置在工作表面上由激光标记指示的位置。 照明系统照亮构件,以在构件和工作表面之间呈现可见的对比度,从而使成像设备能够将 构件与工作表面区分开。成像设备向控制器发信号通知构件的位置,以便控制器通过将构 件的放置与CAD数据进行比较来核实构件的准确放置。 指示物使成像设备能够区分构件的边缘31和配置与背景表面或工作表面。由于指 示物的荧光与背景表面之间的对比度,可以高度准确地检测指示物的荧光。成像设备精确 地向控制器发信号通知构件的边缘31形状,使得控制器可以与CAD数据进行比较。快速且高 度准确的比较使操作者无需尝试从视觉上验证构件在工作表面上的准确放置。 附图说明 当结合附图考虑时,将容易认识到本发明的其它优点,因为通过参考以下具体实 施方式,将更好地理解本发明,其中: 图1示出了与从荧光材料反射和发射的光形成对比的环境光的组成; 图2示出了荧光材料的照明的比较,其比较具有附加激光照明的环境光的照明组 成与从荧光材料反射和发射的光; 图3示出了移除环境光照明的荧光材料的照明的比较; 图4示出了照明系统的第一实施例; 图5示出了照明系统以及激光投影仪和摄影测量系统的第二实施例; 图6A示出了具有激光投影仪和摄影测量系统的第三实施例;并且图6B示出了包括 适于感测荧光的激光传感器的第四实施例; 图7示出了具有背衬纸和覆盖纸的一件层片的横截面视图; 图8a示出了具有由激光模板引导的覆盖纸的一件层片的施加处理; 图8b示出了由激光模板引导的掩模的施加处理;以及 图9显示了带有定向纤维的所施加的贴花。











