
技术摘要:
本发明涉及一种灯具和灯具的成型方法,其中,灯具包括支撑部件,所述支撑部件为透明结构;所述支撑部件包括第一支撑结构与第二支撑结构,所述第一支撑结构与所述第二支撑结构共同形成支撑孔,所述支撑孔的孔壁形成闭合曲面;光源,所述光源嵌设于所述支撑孔内。本发明 全部
背景技术:
在汽车外饰灯具的设计中,为了增加汽车外饰灯具样式的多样性,研发人员尝试 将光纤等小直径的光源应用在汽车外饰灯具中。 目前,在光纤汽车外饰灯具中,当光源直径小时,工装结构设计难度较大,常通过 将光源铺设于支撑部件上的沟槽中来安装光源。然而,为了保证安装过程光源不被破坏,需 设计较大的沟槽开口,进而导致安装后的光源在靠近沟槽的一侧易发生窜动,而窜动的光 源易发生位置偏移或折断,导致灯具报废,缩短灯具的使用寿命。
技术实现要素:
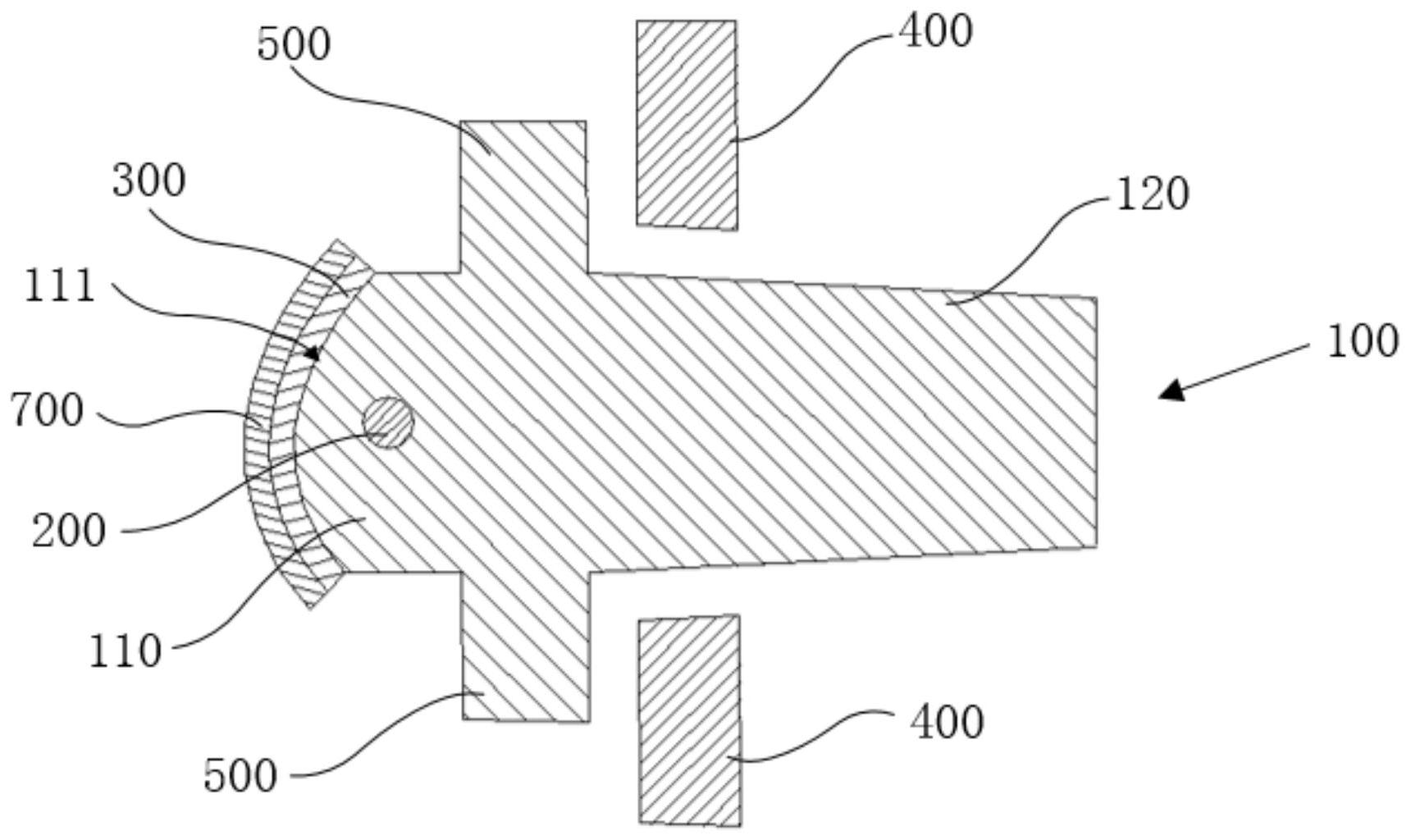
基于此,有必要针对上述问题,提供一种能够防止光源窜动,以延长灯具使用寿命 的灯具和灯具的成型方法。 一种灯具,包括: 支撑部件,所述支撑部件为透明结构;所述支撑部件包括第一支撑结构与第二支 撑结构,所述第一支撑结构与所述第二支撑结构共同形成支撑孔,所述支撑孔的孔壁形成 闭合曲面; 光源,所述光源嵌设于所述支撑孔内。 进一步的,在其中一个实施例中,上述灯具还包括反光涂层;其中,所述第二支撑 结构设于所述光源的前侧,所述第一支撑结构设于所述光源的后侧,所述反光涂层涂覆于 所述第一支撑结构背对所述光源的一侧表面。 进一步的,在其中一个实施例中,所述第一支撑结构背对所述光源的一侧表面为 弧形曲面,所述光源位于所述弧形曲面的焦点位置处。 进一步的,在其中一个实施例中,所述反光涂层为镀铝层。 进一步的,在其中一个实施例中,上述灯具还包括: 安装底座,所述安装底座套设于所述支撑部件外部,所述光源与所述第一支撑结 构位于所述安装底座的同一侧。 进一步的,在其中一个实施例中,所述支撑部件上还设有支架,所述支架与所述安 装底座固定连接。 进一步的,在其中一个实施例中,上述灯具还包括: 防护层,所述防护层覆盖于所述反光涂层外侧。 进一步的,在其中一个实施例中,所述第一支撑结构与所述第二支撑结构一体化 成型。 一种灯具的成型方法,包括: 注塑成型第一支撑结构;所述第一支撑结构上设有用于放置光源的定位槽; 3 CN 111578226 A 说 明 书 2/7 页 将所述光源安装于所述定位槽内,得到灯具半成品; 在所述灯具半成品中所述光源所在的一侧注塑成型第二支撑结构;所述第二支撑 结构与所述第一支撑结构配合夹持所述光源,得到灯具。 进一步的,在其中一个实施例中,在所述将所述光源安装于所述定位槽内,得到灯 具半成品之后,还包括在所述光源表面铺设保护膜。 上述灯具,支撑部件中设有用于固定嵌接光源的支撑孔,进而,将光源嵌设于支撑 孔中,保证光源四周均有包裹有支撑部件,以对光源的全方位限位与支撑,一方面实现了对 光源的精准定位,另一方面防止光源窜动导致的光源位置偏移或破坏,延长了光源的使用 寿命,进而延长灯具的使用寿命。同时,光源与支撑部件作为一个整体进行安装,无需额外 铺设光源,简化了灯具的安装步骤,降低了灯具的安装难度。 上述灯具的成型方法,通过将光源与支撑部件一体注塑成型,即可利用支撑部件 中第一支撑结构上的定位槽限制光源的位置,无需其他的定位结构,简化了操作步骤与模 具结构,降低了光源的定位误差。同时注塑成型后光源已经具有唯一性位置,无需额外铺装 光源,缩短灯具的安装周期,降低灯具的安装难度,提高灯具的合格率,促进灯具的批量化 生产进程。 对于本申请的各种具体结构及其作用与效果,将在下面结合附图作出进一步详细 的说明。 附图说明 图1为本申请其中一个实施例中灯具的整体示意图; 图2为本申请其中一个实施例中灯具的整体示意图,其中,图示有向前侧发出的光 线; 图3为本申请其中一个实施例中灯具的整体示意图,其中,图示有向后侧发出的光 线; 图4为本申请其中一个实施例中灯具的局部示意图。 其中,附图标记中,100-支撑部件;110-第一支撑结构;111-弧形曲面;120-第二支 撑结构;200-光源;300-反光涂层;400-安装底座;500-支架;600-保护膜;700-防护层。











