
技术摘要:
本发明涉及一种玻璃窗单元(1),其包括玻璃元件(2),该玻璃元件包括内表面(21)、外表面(22)和位于这两个表面之间的边缘表面(23),并且具有至少两个不平行的边缘(24,26)和位于这两个边缘之间的拐角(25),成型密封件(3)的至少一部分,其沿着所述边缘(24 全部
背景技术:
从现有技术中可知,为了改善某些玻璃窗单元的外观,尤其是汽车领域中的玻璃 窗单元的外观,使用装饰件。该装饰件或附接部件通常由紧固到成型密封件的成型元件构 成,该成型元件例如由诸如聚氨酯的柔性聚合物制成,包覆成型在玻璃窗单元的外围。目 前,在该附接部件和成型密封件之间采用粘合紧固系统。一些玻璃窗单元具有基本上三角 形的形状,例如位于某些机动车辆后部的侧面玻璃窗单元。这些玻璃窗单元在它们的后部, 也就是说在玻璃窗单元最靠近车辆后部的部分上,包括一个具有凸角的端部。由于这个凸 角,将附接部件附接到成型密封件上是有问题的。具体而言,附接部件和成型密封件之间的 粘合表面相对较小,因为粘合是在凸角中实现的。因此,由于车辆运行过程中产生的机械应 力,例如振动,所以随着时间的推移,附接部件往往会脱离成型密封件。为了改善附接部件 在成型密封件上的紧固,考虑了采用如国际专利申请WO2014/049256中所述的机械系统。从 该国际专利申请的图1和图2中可以看出,使用了钥匙形式的中间部件5,该中间部件的一部 分穿过设置在成型密封件3的一部分中的孔,然后该部分通过中间部件5自身的旋转来固持 附接部件4的凸缘40、40’。包括这种机械系统的玻璃窗单元的缺点是它向车辆内部延伸。因 此,这种构造导致车辆乘客车厢中可用空间的减少。此外,这种机械系统生产起来相对复 杂。具体而言,需要制造具有凸缘40、40’的附接部件4、包括孔30的成型密封件3、中间部件5 和容纳在孔30的周边中的周边部件6。周边部件6装配在成型密封件3的部分中,从而使得可 以容纳中间部件5。还需要制造用于操纵中间部件5的工具。 从FR 3 033738 A1还已知一种具有三角形整体构造的机动车辆玻璃窗单元,其包 括玻璃元件和密封件,该密封件包括向外/向内方向上的贯通开口。玻璃窗单元还包括装饰 件,该装饰件包括垂直于装饰件延伸的凸耳,该凸耳能够被引入开口中,然后在密封件后面 折叠。这些凸耳与装饰件一起形成,因此由相同的材料制成。该系统需要大量凸耳,在装饰 件紧固到密封件上之后,凸耳必须在密封件后面折叠。因此,一旦安装好,不破坏凸耳就不 能再拆卸装饰件。
技术实现要素:
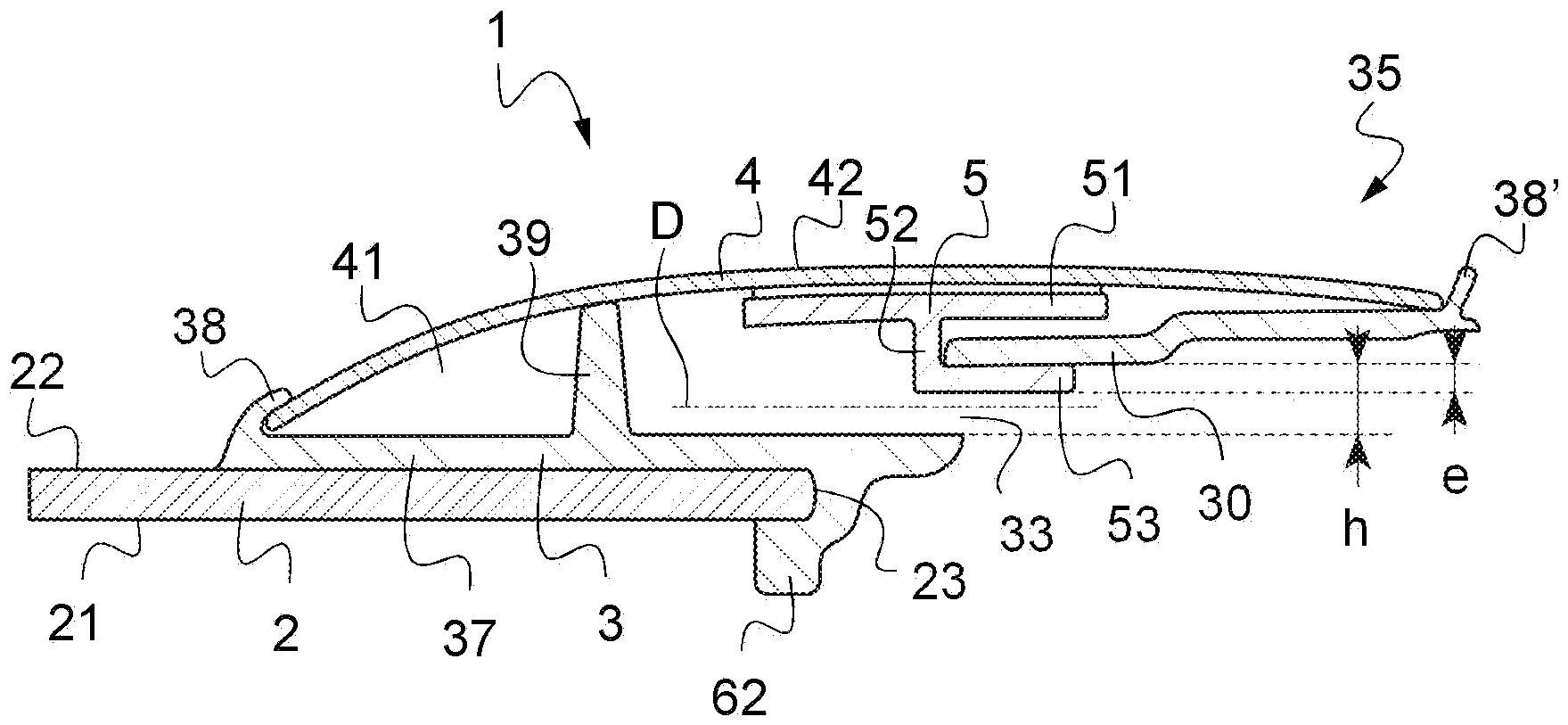
因此,本发明的目的是弥补现有技术的缺点,并改善附接部件在玻璃窗单元成型 密封件上的紧固,该玻璃窗单元包括带凸角的部分。 为此,本发明的主题尤其是一种玻璃窗单元,其包括玻璃元件,该玻璃元件包括内 4 CN 111601726 A 说 明 书 2/5 页 表面、外表面和位于这两个表面之间的边缘表面,并且具有至少两个不平行的边缘和位于 这两个边缘之间的拐角,成型密封件的至少一部分,其沿着所述边缘和拐角设置,与所述外 表面的一部分接触,以及至少一个附接部件,例如装饰件,其沿着所述边缘和拐角设置并且 比成型密封件的所述部分更靠外,其特征在于,在所述拐角的区域中和附接部件的内表面 下方,玻璃窗单元包括钩,该钩具有向内延伸的杆和从所述杆在向心方向或离心方向上延 伸的臂,成型密封件的所述部分包括设置在所述拐角的区域中的开口,用于所述臂穿过。所 述开口在垂直于所述玻璃元件的边缘表面的向心/离心方向上是贯通的,所述开口优选地 在垂直于所述向心/离心方向的向外/向内方向上不是贯通的。 因此,本发明使得将附接部件紧固到成型密封件上变得更容易,同时在机械方面 是稳固的,特别是相对于机械应力如振动而言。 优选地,所述开口在1.0至5.0毫米之间的高度上、并且在5.0至20.0毫米之间的宽 度上延伸。 有利地,所述成型密封件包括延伸超过所述玻璃元件的边缘表面的凸缘,所述臂 抵靠在所述凸缘下方。 有利地,所述成型密封件包括向外延伸并形成对所述附接部件的内表面的支撑件 的支柱。 优选地,所述钩包括上表面。 在一个实施例中,所述附接部件的所述内表面经由所述上表面牢固地固定到所述 钩上,所述钩和所述附接部件优选仅形成同一个部件。 在另一个实施例中,钩(5)是与附接部件(4)分离的部件。 有利地,所述开口位于玻璃元件的所述外表面上方。 优选地,所述开口具有的高度大于所述臂的厚度。 优选地,所述开口具有基本上矩形的形状。 优选地,所述钩还包括相对于其上表面和相对于其臂基本上垂直设置的杆。 本发明还涉及一种制造玻璃窗单元的方法,其包括以下步骤: - 获得包括成型密封件的一部分的玻璃元件,该成型密封件部分本身包括开口; - 获得包括钩的附接部件,例如装饰件; - 将所述钩滑入所述开口中。 根据一个实施例,玻璃窗单元的制造方法包括以下步骤: - 获得玻璃元件,成型密封件的一部分紧固到该玻璃元件上,该成型密封件部分本身 包括开口; - 获得附接部件,例如装饰件; - 获得钩,钩具有向内延伸的杆和从所述杆在向心方向或离心方向上延伸的臂; - 将所述钩滑入所述开口中; - 施加附接部件(4)。 这种制造方法的优点是能将附接部件快速且容易地装配到成型密封件上。 优选地,玻璃元件包括外表面,将所述钩滑入所述开口中的步骤从所述外表面一 侧进行。 在用于制造玻璃窗单元的方法的优选实施例中,钩的臂从杆在离心方向上延伸, 5 CN 111601726 A 说 明 书 3/5 页 并且所述钩滑动到所述开口中是在离心方向上进行的。 有利地,附接部件的施加使得可以覆盖所述钩和成型密封件的部分。 附图说明 下面将参照附图,通过非限制性示例来描述本发明的多个实施例,其中: 图1是根据本发明一个实施例的玻璃窗单元的透视图; 图2是图1中的玻璃窗单元的透视图,没有附接部件; 图3示出了图1所示的玻璃窗单元的拐角的剖视图; 图4示出了从图2中的玻璃窗单元的拐角的外侧看的透视图; 图5示出了从图2中的玻璃窗单元的拐角的内侧看的分解透视图; 图6示出了从图2中的玻璃窗单元的拐角的内侧看的透视图。











