
技术摘要:
本发明提出了一种气制动尼龙管与管接头铆接装配方法,基于专用铆接装配自动化设备实现;所述的专用铆接装配自动化设备,由PLC控制,包括机架,机架的一侧设置有气动尼龙管定位夹具,机架的另一侧对应设置有气动管接头夹持和运动装置;本发明采用专用专用铆接装配自动化 全部
背景技术:
目前,已知的气制动尼龙管与管接头装配连接一是采用手工挤压装配,二是采用 加热尼龙管再装配连接。 采用手工挤压装配,需要两个人配合,一人负责搬动杠杆压入管接头,另一人装夹 尼龙管,尼龙管需要逐步进给,多次装夹,多次压进才能完成。它的缺点是:装配长度人工不 易控制,需两人配合,劳动强度高,时间长,效率低。 采用加热尼龙管再装配,加热参数随尼龙管材料变化不易调整,装配后尼龙管外 观变形、开裂,连接强度低,手拉拔易脱落。
技术实现要素:
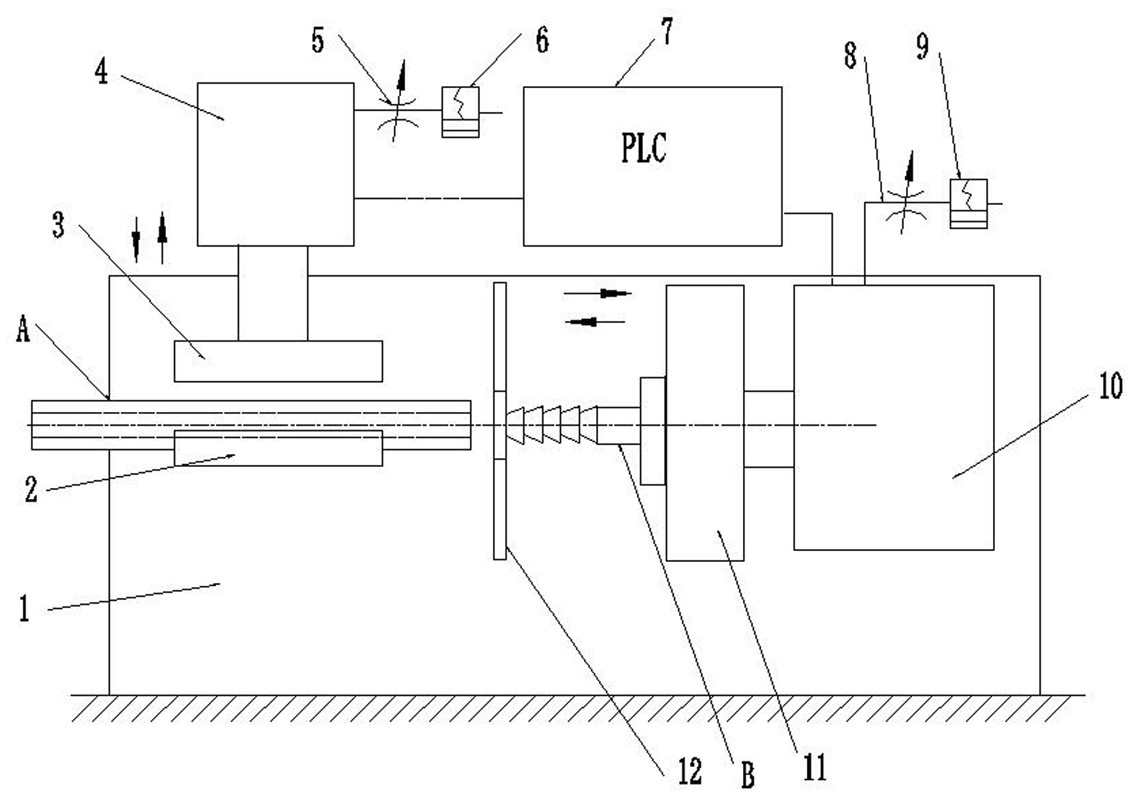
为了克服现有的装配方法的不足, 本发明提供一种气制动尼龙管与管接头铆接 装配方法,基于专用铆接装配自动化设备,尼龙管一次定位、夹紧固定无运动,管接头定向、 定行程运动,用冷挤压进行过盈量很大的铆合连接。 本发明解决其技术问题所采用的技术方案是:一种气制动尼龙管与管接头铆接装 配方法,基于专用铆接装配自动化设备实现; 所述的专用铆接装配自动化设备,包括机架,机架的一侧设置有气动尼龙管定位夹具, 机架的另一侧对应设置有气动管接头夹持和运动装置;气动尼龙管定位夹具,包括下定位 块、尼龙管端夹紧气缸、上夹紧块,尼龙管端夹紧气缸垂直安装,上夹紧块连接在龙管端夹 紧气缸的活塞杆上,尼龙管端夹紧气缸自带行程开关;气动管接头夹持和运动装置,包括压 装气缸、压紧块,压装气缸水平安装,压紧块连接在压装气缸的活塞杆上,压紧块中心设有 管接头定位孔,机架设有压装气缸的行程控制块;尼龙管端夹紧气缸、压装气缸的压缩空气 进口分别设有调速阀、调压阀;尼龙管端夹紧气缸、压装气缸由PLC控制; 控制器尼龙管与管接头铆接装配方法:(1)放尼龙管,启动尼龙管端夹紧气缸夹紧尼龙 管;放管接头至压紧块的定位孔中,管接头的铆接端朝向尼龙管;(2)启动压装气缸,带动管 接头运动,冷挤压压入管接头至尼龙管中,压装气缸的行程控制块控制压入深度;(3)尼龙 管端夹紧气缸、压装气缸退回,人工拿取成品。 对上述技术方案的进一步限定:所述的行程开关可以单独设置,能达到同样目的。 对上述技术方案的进一步限定:所述的行程控制块可以用行程开关替代,能达到 行程控制目的。 本发明的有益效果是:采用专用专用铆接装配自动化设备实现,运动顺序控制采 用PLC完成气缸运动顺序,人工只负责放人零件、拿取成品,其余动作实现自动化;一人可操 作,劳动强度低,效率高,装配长度可控,用冷挤压进行过盈量很大的铆合连接,连接强度 高。 3 CN 111571183 A 说 明 书 2/2 页 附图说明 图1是本发明中专用铆接装配自动化设备的结构示意图。











