
技术摘要:
本发明涉及一种YT硬质合金的烧结方法,包括以下步骤:将硬质合金半成品放入真空烧结炉内,依次经过脱蜡、脱气、高温烧结阶段;所述高温烧结阶段的烧结工艺:烧结温度1440‑1480℃,保温60‑90分钟;保温时通入Ar/N2混合气体进行分压烧结,Ar与N2的比例为90:10‑5,分 全部
背景技术:
硬质合金由于其高硬度和高耐磨性,被广泛应用于制造业中作为切削工具材料。 YT合金目前用于钢材的粗加工,随着被加工钢材的质量提升以及新的特种钢材的出现,用 户对YT硬质合金刀具的耐磨性和抗冲击性提出了更高的要求。如在断续粗加工过程中,要 求硬质合金有更好的耐磨性,传统正常表面YT硬质合金无法满足要求。 为了解决YT硬质合金在应用中的耐磨性不足的问题,目前在企业中生产过程中主 要采用以下两种方法:第一种,在涂层的方法,即以YT合金作为涂层基体,在表面进行涂覆 一层或多层TiN、TiC、Al2O3等高耐磨性陶瓷,但这种涂层需要在700-1000℃下进行,对硬质 合金造成热损伤,且使用涂层增加了生产成本。另一种就是选用更细的费氏粒度的WC,以提 高硬质合金的硬度,从而达到提高耐磨性,但这降低了YT5硬质合金的抗冲击性能,硬质合 金偏脆,不适合粗加工。 CN102011044A公开了一种YT15硬质合金渗氮烧结工艺,包括以下步骤:a.选材,选 用由粉末冶金制备的牌号为YT15硬质合金样品;b.脱胶,将步骤a所选的YT15硬质合金样品 放入真空脱脂烧结一体炉中,采用机械泵将炉内真空抽至绝对压强100Pa后,打开真空泵继 续抽真空至绝对压强10Pa以下,再升温至250±5℃保温120~180分钟,升温速度为10~30 ℃/分钟,最后再升温至350~390℃保温240~900分钟,升温速度为8~20℃/分钟,完成脱 胶;c.渗氮烧结,脱胶完成后,将真空脱脂烧结一体炉抽真空至绝对压强为10Pa以下,升温 至1200~1270℃保温120~240分钟,然后通入高纯度氮气,该氮气的纯度大于等于 99.999%,再将真空脱脂烧结一体炉加热至1450±5℃,并在温度1450±5℃之间保温80~ 100分钟,然后降温至1200±5℃并保温150~210分钟,渗氮烧结后的YT15硬质合金随炉冷 却至室温;d.出炉,从而得到渗氮的YT15硬质合金。 传统焊接刀片目前还占据较大的市场,合金的焊接性能会影响合金的推广使用。 焊接性能的好坏主要取决于焊接金属与合金表面成分元素润湿角大小,润湿角越小,焊接 性能越好,润湿角越大焊接性能越差。当润湿角小于90°时,合金普遍能焊接;当润湿角≥ 90°时,合金基本不能焊接。在合金焊接过程中,普遍采用价格较为便宜的铜进行焊接,Cu与 TiN的润湿角为136°,与WC的润角为37°,与Co的润湿角为0°,为了保证合金的焊接性能必须 保证一定的Co含量。用上述方法制备的YT15硬质合金表面Ti含量≥22%,Co含量为0%,其 余为WC。在采用Cu进行焊接过程中,基本焊接不上,严重影响焊接合金的使用。为了使YT硬 质合金能在更多领域得到更好的应用,且又不影响焊接性能,有必要进行进一步的研究,开 发出一种新的YT硬质合金烧结工艺,使其不但具有较高的硬度和耐磨性、断裂韧性,也具有 较良好的焊接性能,并且适合于工业化生产。 3 CN 111590070 A 说 明 书 2/3 页
技术实现要素:
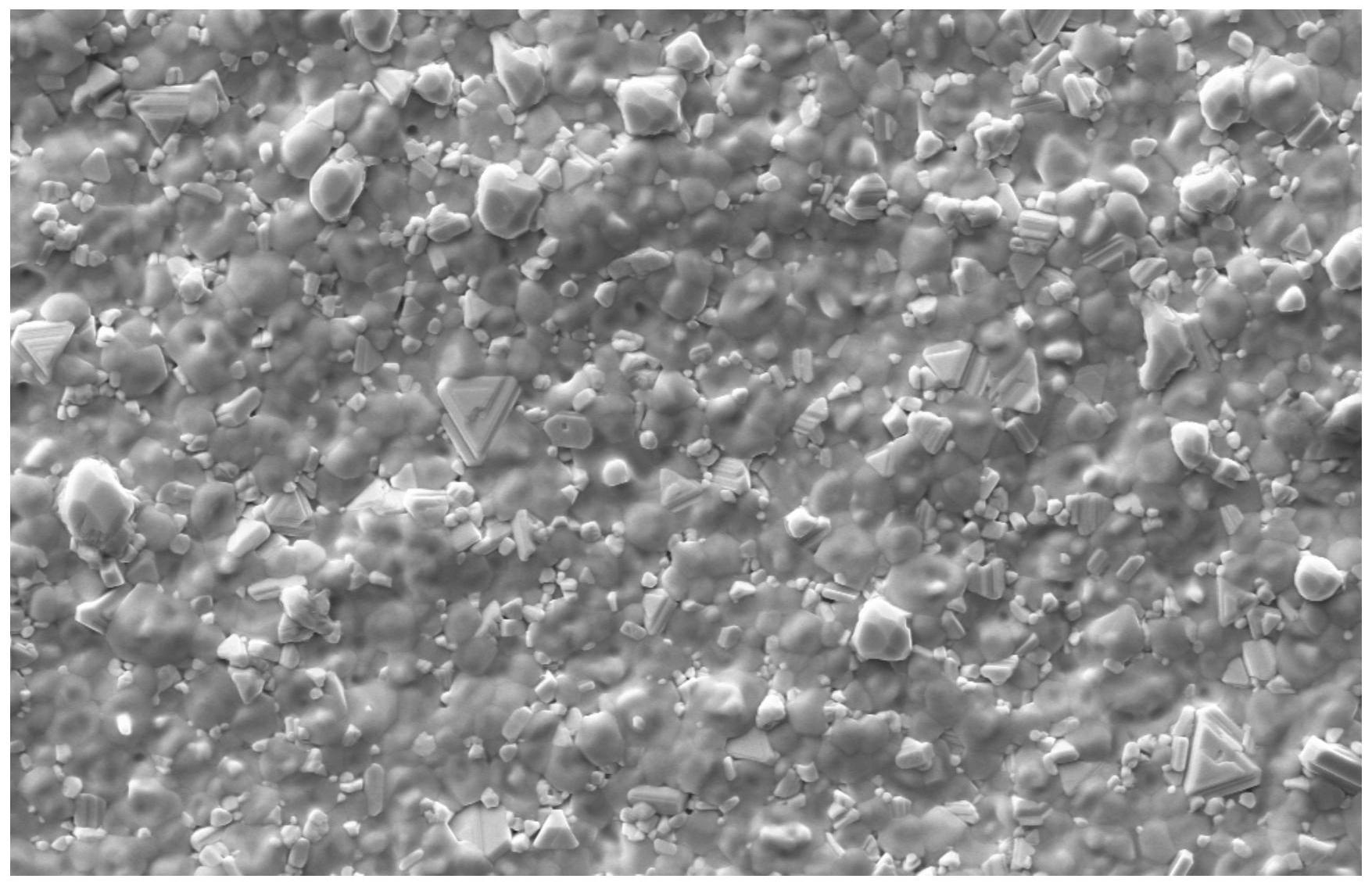
为解决以上技术问题,本发明提供了一种YT硬质合金烧结方法,其包括以下步骤: S1将YT硬质合金半成品放入真空烧结炉内,依次经过脱蜡、脱气、高温烧结阶段; S2所述高温烧结阶段的烧结工艺:烧结温度1440-1470℃,保温60~90分钟;保温 时通入Ar/N2混合气体进行分压烧结,Ar与N2的比例为90-95:10-5,分压压力3-9KPa; S3冷却出炉,得到YT硬质合金。 本发明在分压烧结时,通入Ar与N2混合气体,利用YT硬质合金中的Ti元素与混合 气体氮气中的N元素之间较强的亲和力,使得YT合金中的Ti元素向合金表面迁移,而Co元素 从表面网内部迁移,从而改变了使合金表面的成分组成。Ar为惰性气体,通过控制混合气体 Ar与N2的比例,可以控制炉内N2的浓度,最终在合金表面形成一层适宜的贫钴富钛层。 上述步骤S1中的脱蜡工艺,具体为,通入H2,升温至220-250℃;保温时间为20-40 分钟;升温速度为4-5℃/分钟;继续温度至340-380℃;保温时间为200-260分钟;升温速度 为3-4℃/分钟。 上述步骤S1中的脱气工艺,具体为,升温至1100-1250℃,升温速度3~7℃/分钟, 然后保温30-90分钟;升温至1300-1360℃,升温速度为3~5℃/分钟,然后保温30-50分钟; 升温至1300-1360℃,升温速度为3~5℃/分钟,然后保温30-50分钟。 脱气阶段结束后升温至烧结温度,升温速度为3~5℃/分钟。 本发明的有益效果:本发明合理选择压力参数对YT硬质合金进行混合气体分压烧 结,改变了YT硬质合金表面的成分及形貌,既保证了YT合金有良好的焊接性能,同时使得YT 硬质合金具有较高的耐磨性能同时具有良好的冲击性能。 附图说明 图1为本发明实施例2在烧结阶段采用Ar/N2混合气体分压的YT5硬质合金表面微 区域SEM形貌; 图2为本发明实施例3在烧结阶段采用纯氩气分压的YT5硬质合金表面微区域SEM 形貌;











