
技术摘要:
本发明公开了一种模压块折边加强型组合式金属水箱,涉及水箱技术领域,包括箱底、箱顶以及箱体侧板,所述箱体侧板由若干块复合折边模压块组合、焊接而成,所述复合折边模压块包括模压块母板和折边母板,所述模压块母板由矩形模压块板材沿四角切去边长相等的正方形缺口 全部
背景技术:
现有技术中组合式金属水箱是由箱顶、箱底和四面侧板组成,箱底由平板焊接而 成,箱顶一般采用模压块焊接而成,也可采用平板焊接,四个侧面均由模压块组合对接、焊 接而成,模压块板材的厚度取决于水箱不同高度和模压块所在侧面层位,将不同厚度的矩 形模压块金属板材剪切、折边、模压成模压块后组合、焊接成箱体,在箱体内部于对应侧面 的每一对应点即对应侧面上平面坐标完全相同的四片模压块交汇点焊接金属角钢作为对 称拉筋,相互对称牵制。在水箱注满水的状态下,由于水位越深,液体对侧面模压块的扩张 压力越大,模压块折边易折弯变形,导致对称拉筋的拉力大小、方向不对称,使箱体由局部 变形转变为整体变形,直至废弃。
技术实现要素:
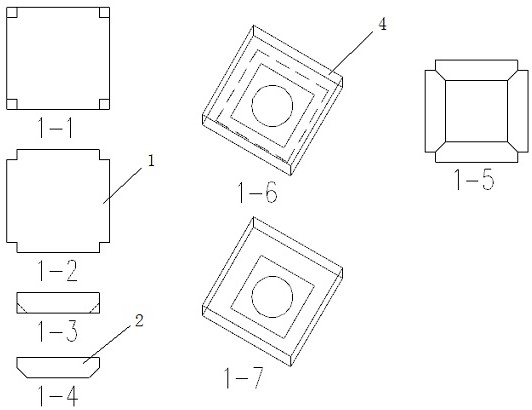
本发明所要解决的技术问题是,克服现有技术的缺点,提供一种模压块折边加强 型组合式金属水箱。 为了解决以上技术问题,本发明的技术方案如下: 一种模压块折边加强型组合式金属水箱,包括箱底、箱顶以及箱体侧板,所述箱体侧板 由若干块复合折边模压块组成,任一所述复合折边模压块包括模压块母板和四块折边母 板,所述模压块母板由矩形模压块板材沿四角切去边长相等的正方形而成,所述折边母板 的长度对应于成型复合折边模压块的长度或宽度,即成型复合折边模压块的规格,其形状 由矩形折边板材沿同一侧两个边角剪切掉等腰直角三角形缺口而成,四块折边母板沿缺口 对接,围成矩形,复合在模压块母板上,经折边、模压后,模压块母板翻折成槽体,同时折边 母板翻折成角钢形状的复合折边,且所述复合折边位于矩形槽体的内侧,其中,所述模压块 母板的厚度为0.5-2.0毫米,所述折边母板的厚度为1.0-5.0毫米。 作为本发明所述模压块折边加强型组合式金属水箱的一种优选方案,其中:所述 折边母板的厚度由模压块所在侧面层位自上向下逐渐增大。 作为本发明所述模压块折边加强型组合式金属水箱的一种优选方案,其中:所述 折边母板翻折成角钢形状的复合折边后其内侧设置有加强片。 作为本发明所述模压块折边加强型组合式金属水箱的一种优选方案,其中:所述 加强片为等腰直角三角形加强片,所述等腰直角三角形加强片垂直于所述复合折边的内 侧,且对称地焊接于相邻两个复合折边的两侧。 作为本发明所述模压块折边加强型组合式金属水箱的一种优选方案,其中:所述 加强片为矩形加强片,所述矩形加强片对称焊接在复合折边上且所述矩形加强片与所述复 合折边模压块槽体的底侧之间的夹角为45°。 作为本发明所述模压块折边加强型组合式金属水箱的一种优选方案,其中:所述 3 CN 111572946 A 说 明 书 2/4 页 复合折边模压块包括由尺寸为2m*1m的模压块母板以及对应尺寸的折边母板制成的复合折 边大模压块,所述复合折边大模压块内的中部设置有腰部槽钢,所述腰部槽钢固定于所述 复合折边大模压块内侧的腰部,所述腰部槽钢的长度方向平行于所述大模压块的宽度方 向,且所述腰部槽钢的两端分别抵接于所述大模压块沿其宽度方向的两侧。 本发明的有益效果是: 本发明对模压块折边采用加强措施,使箱体内液体对模压块折边的扩张压力的力矩缩 短,且折边总厚度增大,致使复合折边模压块抗折弯变形强度显著增强,使用寿命大大延 长。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用 的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本 领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它 的附图。 图1为规格为1m*1m的复合折边模压块成型步骤图; 图2为规格为1m*0.5m的复合折边模压块成型步骤图; 图3为规格为0.5m*0.5m的复合折边模压块成型步骤图; 图4为规格为2m*1m的复合折边模压块成型步骤图; 图5为同一侧面相邻复合折边模压块对接折边上三角形加强片和矩形加强片加强示意 图; 图6是拐角复合折边模压块对接折边上三角形加强片加强和矩形加强片加强示意图; 图7是成品水箱结构图; 其中,1、模压块母板;2、折边母板;3、加强片;4、复合折边模压块;5、腰部槽钢。











