
技术摘要:
本发明提供了一种异形箱型钢构件坡口制作方法,通过以下步骤实现:步骤1:根据异形箱型截面尺寸图放样;步骤2:以异形箱截面上的一个角作为基准点,选定盖板和腹板;步骤3:在保证钝边大于等于5mm的前提下,单独对盖板进行切割,保证切割后的板块拼接在一起的坡口角度 全部
背景技术:
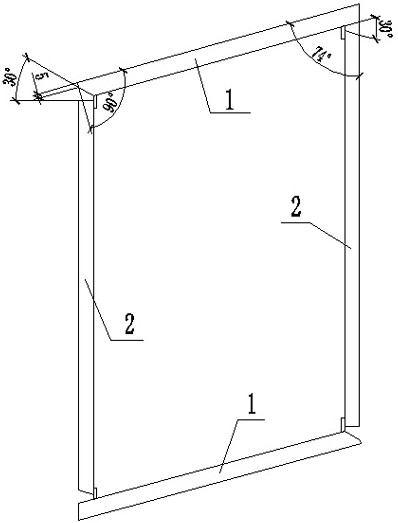
目前,在制作钢构件制成的箱体时,对于普通的截面角度各自为90°的矩形箱体, 在焊接前需要对盖板和腹板分别切15°坡口来实现盖板和腹板的连接。然而,在异形箱型钢 构件中,由于异形箱型截面有些夹角不是直角(90°),无法按常规的坡口形式加工。根据常 规方法,直接按箱型盖板、腹板各单铲15度,由于不是规则角度,盖板还要切除自然斜度(本 文中定义为盖板和腹板的夹角与90°的差值),以下将在
技术实现要素:
部分描述现有技术的 做法。这样,增加了切割量,增大了切割的变形发生,造成了工序及人力的浪费,而且加工效 率较低。











