
技术摘要:
本发明公开一种根除免喷涂材料加工成型中出现流痕和夹水痕的系统及方法,其中,所述系统包括用于将免喷涂材料注塑成型的模具,设置在所述模具表面的电磁感应线圈,以及与所述电磁感应线圈电连接的高频交流电产生装置。本发明通过电磁加热的方式对模具进行加热处理,使 全部
背景技术:
现有的免喷涂材料在注塑成型时容易出现流痕或夹水痕的问题,这是因为当混有 金属粉或珠光粉的熔融塑料在模腔内的流向发生突变时,会导致金属粉或珠光粉在排列方 向上发生变化,破坏了原有的平行排列,相对较冷的模壁又迅速固化了这种变化,进而形成 了产品表面的夹水痕或流痕症状。 现有技术通常会应用蒸气急冷急热工艺来改善夹水痕或流痕问题,然而,由于蒸 气急冷急热工艺,当设定温度超过180℃时,其所需要的气压就会快速增加,生产安全系数 同比快速下降。也就是很难加热到树脂的熔解温度,即使加热到了,其所需要的时间也较 长,安全系数也较低,并且蒸气急冷急热工艺只能有限度的改善流痕或夹水痕问题,并不能 够完全根除免喷涂材料加工成型过程出现的流痕或夹水痕问题。 因此,现有技术还有待于改进和发展。
技术实现要素:
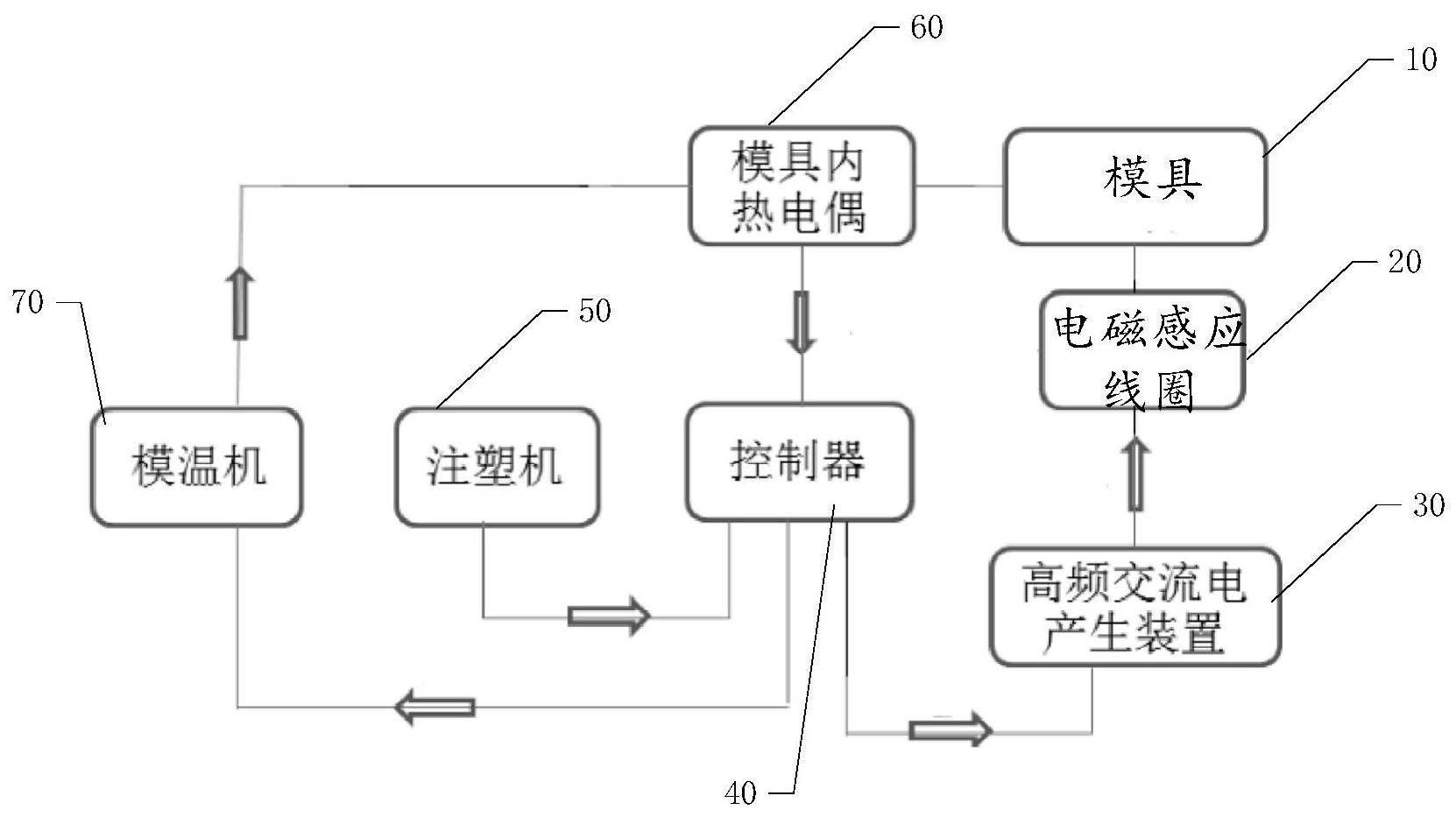
鉴于上述现有技术的不足,本发明的目的在于提供一种根除免喷涂材料加工成型 中出现流痕和夹水痕的系统及方法,旨在解决现有技术不能完全根除免喷涂材料加工成型 过程出现的流痕或夹水痕问题。 本发明的技术方案如下: 一种根除免喷涂材料加工成型中出现流痕和夹水痕的系统,其中,包括用于将免 喷涂材料注塑成型的模具,设置在所述模具表面的电磁感应线圈,以及与所述电磁感应线 圈电连接的高频交流电产生装置。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的系统,其中,还包括与所述 高频交流电产生装置电连接的控制器,所述控制器用于向所述高频交流电产生装置发出工 作指令。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的系统,其中,所述模具上还 设置有用于实时监测所述模具温度的热电偶,所述热电偶与所述控制器电连接。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的系统,其中,还包括用于对 所述模具进行冷却的模温机,所述模温机与所述控制器电连接。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的系统,其中,还包括与所述 模具连接的注塑机,所述注塑机用于将免喷涂材料进行熔融处理,所述注塑机与所述控制 器电连接。 一种基于所述系统根除免喷涂材料加工成型中出现流痕和夹水痕的方法,其中, 3 CN 111590845 A 说 明 书 2/5 页 包括步骤: 将初始免喷涂材料加入到注塑机中进行熔融处理,得到流体免喷涂材料; 在所述流体免喷涂材料注入模具前,通过高频交流电产生装置输出高频交变电流 至电磁感应线圈,从而对所述模具进行电磁加热; 当所述模具的温度加热至大于等于所述免喷涂材料中树脂的熔化温度时,则关闭 所述高频交流电产生装置。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的方法,其中,所述将初始免 喷涂材料加入到注塑机中进行熔融处理,得到流体免喷涂材料之后还包括步骤: 所述注塑机向控制器发送合模信号; 所述控制器根据所述合模信号向所述高频交流电产生装置发出工作指令。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的方法,其中,所述高频交流 电产生装置输出的高频交变电流为20-60kHZ。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的方法,其中,所述模具的加 热速度为20-30℃/s。 所述根除免喷涂材料加工成型中出现流痕和夹水痕的方法,其中,所述关闭所述 高频交流电产生装置后还包括步骤: 所述控制器向模温机发出冷却指令,所述模温机根据所述冷却指令对所述模具进 行冷却。 有益效果:本发明提供了一种根除免喷涂材料加工成型中出现流痕和夹水痕的系 统,其包括用于将免喷涂材料注塑成型的模具,设置在所述模具表面的电磁感应线圈,以及 与所述电磁感应线圈电连接的高频交流电产生装置。本发明通过电磁加热的方式对模具进 行加热处理,可以使模具快速地加热到接近或超过免喷涂材料中树脂的熔化温度,这一方 面延缓了模具腔体内的流体免喷涂材料中金属粉或珠光粉的固化速度,另一方面还可使得 模具腔体内的流体免喷涂材料的粘度降低,从而极大的降低了流体免喷涂材料中粉体在所 述模具的型腔中的剪切力度,并增加了金属粉或珠光粉等粉体在型腔内的排列固化时间, 使得粉体的排列剧烈程度明显降低,从而可实现完全根除免喷涂材料在加工成型中出现流 痕和夹水痕的问题。 附图说明 图1为本发明一种根除免喷涂材料加工成型中出现流痕和夹水痕的系统较佳实施 例的原理图。 图2为本发明一种根除免喷涂材料加工成型中出现流痕和夹水痕的方法较佳实施 例的流程图。 图3为实施例1中免喷涂材料注塑成型后的产品图。 图4为对比例1中免喷涂材料注塑成型后的产品图。











