
技术摘要:
本发明公开了一种应用于石磨曲面加工的球刀补偿方法、装置、终端及计算机可读存储介质,该球刀补偿方法包括:获取目标中心点、第一参考点及第二参考点,并建立经过前述三者的参考平面,目标中心点为球刀经过待补偿加工点时的中心位置,第一参考点与第二参考点为相邻加 全部
背景技术:
石墨材料的曲面加工,一般需要借助球刀实现。加工过程中,球刀与石墨材料的表 面发生点接触,通过刀刃的高速旋转而实现材料切削去除。随着加工进行,球刀会发生磨 损,对曲面加工精度造成负面影响。 目前,对于石墨曲面加工中的球刀补偿研究尚不充分,通常采用更换刀具的方式, 使刀具保持于理想的表面状态而保证加工精度。刀具更换费时费力,更换后需要重新校准 调节,且换刀前后的刀刃位置存在不可消除的定位偏差,使待加工曲面发生不连续,加工精 度难以保证。同时,球刀价格昂贵,频繁更换刀具使加工成本居高不下。
技术实现要素:
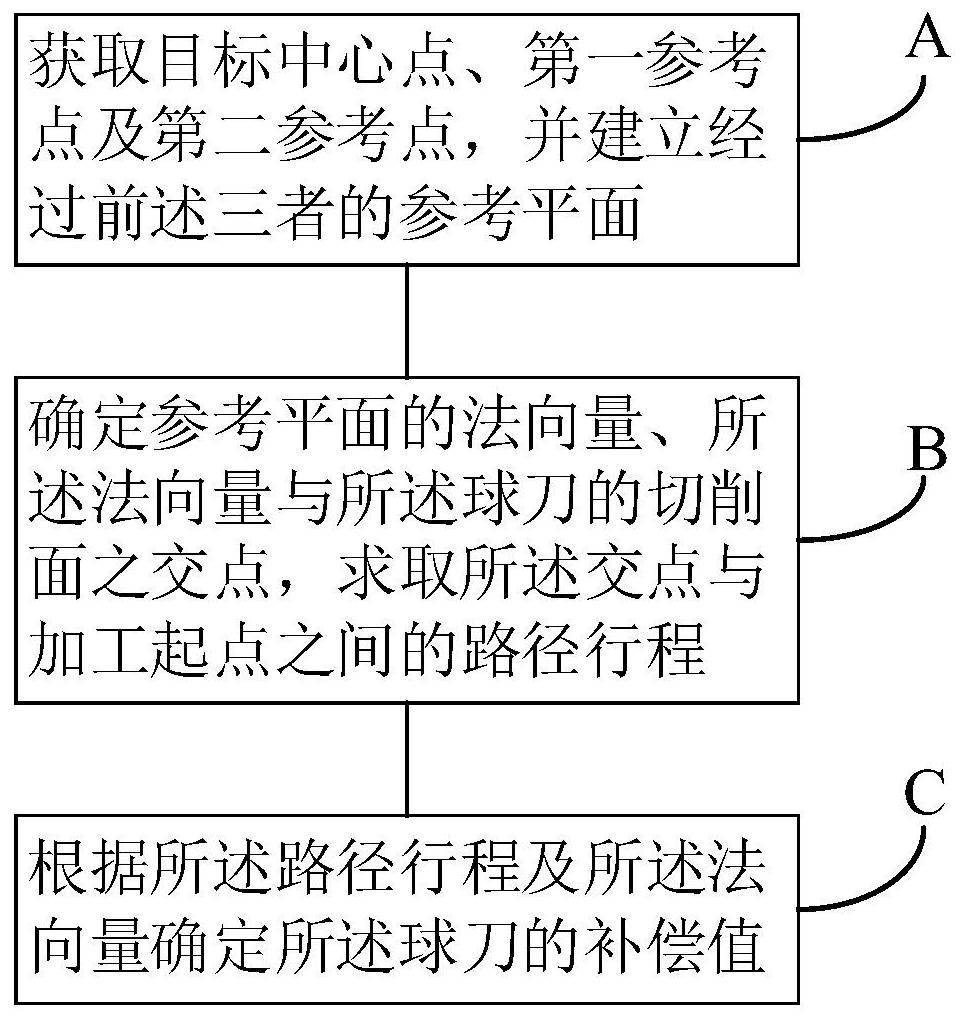
为了克服现有技术的不足,本发明提供了一种应用于石磨曲面加工的球刀补偿方 法、装置、终端及计算机可读存储介质,基于加工设备特性对刀具进行同步补偿,近似消除 刀具磨损误差而保证曲面加工精度,并延长刀具使用寿命而降低刀具成本。 本发明的目的通过以下技术方案来实现: 一种应用于石磨曲面加工的球刀补偿方法,包括: 获取目标中心点、第一参考点及第二参考点,并建立经过前述三者的参考平面,所 述目标中心点为球刀经过待补偿加工点时的中心位置,所述第一参考点与所述第二参考点 为相邻加工路径上最接近所述目标中心点的球刀中心位置,所述相邻加工路径与所述目标 中心点所在加工路径保持相邻; 确定所述参考平面的法向量、所述法向量与所述球刀的切削面之交点,求取所述 交点与加工起点之间的路径行程; 根据所述路径行程及所述法向量确定所述球刀的补偿值。 作为上述技术方案的改进,“根据所述路径行程及所述法向量确定所述球刀的补 偿值”包括: 确定所需补偿的机床进给轴及获取一次加工中所述机床进给轴的总加工路径; 获取统计得到的所述球刀经过所述总加工路径后的磨损总值、所述机床进给轴的 最小进给量,计算所述磨损总值与所述最小进给量的比值以确定补偿响应次数; 计算所述总加工路径与所述补偿响应次数的比值以确定补偿步距,判断所述路径 行程与所述补偿步距的比值是否为一自然数或趋近于一自然数,若是则以所述最小进给量 为所述机床进给轴的补偿值,否则不予补偿。 作为上述技术方案的进一步改进,“确定所需补偿的机床进给轴”包括: 4 CN 111552233 A 说 明 书 2/7 页 求取所述法向量与铅垂轴的夹角值; 若所述夹角值不大于第一阈值,则所需补偿的机床进给轴为Z轴; 若所述夹角值大于第一阈值而不大于第二阈值,则所需补偿的机床进给轴为X轴、 Y轴与Z轴; 若所述夹角值大于第三阈值,则所需补偿的机床进给轴为X轴与Y轴; X轴与Y轴为相互垂直的水平进给轴,Z轴为铅垂进给轴。 作为上述技术方案的进一步改进,所述第一阈值为30°。 作为上述技术方案的进一步改进,所述第二阈值为60°。 一种应用于石磨曲面加工的球刀补偿装置,包括: 平面建立模块,用于获取目标中心点、第一参考点及第二参考点,并建立经过前述 三者的参考平面,所述目标中心点为球刀经过待补偿加工点时的中心位置,所述第一参考 点与所述第二参考点为相邻加工路径上最接近所述目标中心点的球刀中心位置,所述相邻 加工路径与所述目标中心点所在加工路径保持相邻; 补偿定点模块,用于确定所述参考平面的法向量、所述法向量与所述球刀的切削 面之交点,求取所述交点与加工起点之间的路径行程; 数值确定模块,用于根据所述路径行程及所述法向量确定所述球刀的补偿值。 作为上述技术方案的改进,所述数值确定模块包括: 补偿轴确定子模块,用于确定所需补偿的机床进给轴; 路径获取子模块,获取一次加工中所述机床进给轴的总加工路径; 响应确定子模块,获取统计得到的所述球刀经过所述总加工路径后的磨损总值、 所述机床进给轴的最小进给量,计算所述磨损总值与所述最小进给量的比值以确定补偿响 应次数; 补偿计算子模块,计算所述总加工路径与所述补偿响应次数的比值以确定补偿步 距,判断所述路径行程与所述补偿步距的比值是否为一自然数或趋近于一自然数,若是则 以所述最小进给量为所述机床进给轴的补偿值,否则不予补偿。 作为上述技术方案的进一步改进,所述补偿轴确定子模块包括: 夹角求取子单元,用于求取所述法向量与铅垂轴的夹角值; 判断确定子单元,用于根据所述夹角值确定所需补偿的机床进给轴:若所述夹角 值不大于第一阈值,则所需补偿的机床进给轴为Z轴;若所述夹角值大于第一阈值而不大于 第二阈值,则所需补偿的机床进给轴为X轴、Y轴与Z轴;若所述夹角值大于第三阈值,则所需 补偿的机床进给轴为X轴与Y轴;X轴与Y轴为相互垂直的水平进给轴,Z轴为铅垂进给轴。 一种终端,包括存储器以及处理器,所述存储器用于存储计算机程序,所述处理器 执行所述计算机程序以使所述终端实现以上任一项所述的应用于石磨曲面加工的球刀补 偿方法。 一种计算机可读存储介质,其存储有所述终端所执行的所述计算机程序。 本发明的有益效果是: 获取目标中心点、第一参考点及第二参考点并建立经过前述三者的参考平面,进 而确定所述参考平面的法向量、所述法向量与所述球刀的切削面之交点并求取所述交点与 加工起点之间的路径行程,最后根据所述路径行程及所述法向量确定所述球刀的补偿值, 5 CN 111552233 A 说 明 书 3/7 页 实现刀具补偿量的快速求取,基于加工设备特性实现对刀具进行同步补偿,近似消除刀具 磨损误差而保证曲面加工精度,并延长刀具使用寿命而降低刀具成本。 为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合 所附附图,作详细说明如下。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附 图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对 范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这 些附图获得其他相关的附图。 图1是球刀加工石墨产品曲面的状态示意图; 图2是本发明实施例1提供的应用于石磨曲面加工的球刀补偿方法的流程示意图; 图3是本发明实施例1提供的应用于石磨曲面加工的球刀补偿方法的步骤C的流程 示意图; 图4是本发明实施例1提供的应用于石磨曲面加工的球刀补偿方法的步骤C1的流 程示意图; 图5是本发明实施例2提供的应用于石磨曲面加工的球刀补偿装置的结构示意图; 图6是本发明实施例2提供的应用于石磨曲面加工的球刀补偿装置的数值确定模 块的结构示意图; 图7是本发明实施例2提供的应用于石磨曲面加工的球刀补偿装置的补偿轴确定 子模块的结构示意图; 图8是本发明实施例3提供的终端的结构示意图。 主要元件符号说明: 110-平面建立模块,120-补偿定点模块,130-数值确定模块,131-补偿轴确定子模 块,131a-夹角求取子单元,131b-判断确定子单元,132-路径获取子模块,133-响应确定子 模块,134-补偿计算子模块,200-终端,210-存储器,220-处理器,230-输入单元,240-显示 单元。











