
技术摘要:
本发明公开了一种管道螺纹自动测量装置及测量方法,属于计算机视觉技术领域。本发明利用工业相机分段对螺纹进行测量,同时使用激光做基准线,保证工业相机拍摄时图像能够处于同一维度内。获得螺纹图像后,先对一段图像中的螺纹图像进行螺高和螺距的提取,提取完成后, 全部
背景技术:
螺纹检测方法主要有接触式和非接触式两种。接触式检测又包括对螺纹的综合评 估(如量规)和对单个或少量几何参数的测量(如量针法)。而非接触式的测量方法,主要是 利用螺纹表面的光学信息来进行检测。目前制造业主要使用接触式测量对螺纹进行检测, 但是在深海螺纹本身体积较大和要求精度较高的情况下,接触式检测的效果不佳,很难保 证测量的精度。 基于此,随着图像处理技术的快速发展和新型光学元件与光源的不断涌现,机器 视觉测量技术越来越多的得到应用,该技术能够高精度、自动化的检测螺纹。目前国内主要 有天津大学的左建中、刘峰等在2006年提出一种检测螺纹的机器视觉系统,该系统实现了 对螺纹多个单项参数的测量,文章深入研究了测量方法的流程,介绍了螺纹图像处理过程 和螺纹参数提取方法,并对测量系统的误差做了分析。电子科技大学的姜籍翔在2014年设 计了一种全新的检测系统,该系统采用了两个相机来完成螺纹参数的测量,研究了图像处 理和参数提取的相关算法,详细分析了测量系统各个部分对检测结果的误差影响。浙江大 学的马睿在2019年提出基于图像的外螺纹参数综合检测方法研究,文中通过对检测平台进 行改进使得被测件可以连续转动,通过CCD相机得到一系列螺纹参数的特征点,重建螺纹的 三维线框模型,拟合螺纹线从轴向和径向对被测件进行综合检测,使得提取到的参数误差 较小。但是由于这些检测系统和算法都是采用被测件是小螺纹,对于深海螺纹等大零件,这 些检测系统和算法都不能很好地完成检测效果。考虑到深海螺纹应用环境的复杂性,其更 换难度大且成本高,若产品不合格造成石油泄漏,会对海水污染造成非常严重的后果,赔偿 的代价巨大。 经检索,中国专利申请号:201910133017.7,申请日为:2019年2月22日,发明名称 为:一种基于机器视觉和虚拟仪器的外螺纹多参数评定方法。该申请案的方法步骤如下:通 过图像处理得到外螺纹边缘,采用LabVIEW编程提取特征点牙顶点和牙底点,将外螺纹的牙 顶点进行最小二乘拟合直线l1和l4,牙底点进行最小二乘拟合直线l2和l3,牙顶点到对边拟 合线的距离的平均值得到大径,牙底点到对边拟合线的距离平均值得到小径,做l1、l2两条 直线的中线k1和l3、l4两条直线的中线k2,两直线k1k2之间的距离为外螺纹中径,通过求中径 线和牙侧线之间的距离得到螺距。该申请案可对螺纹进行非接触式测量,但是该申请案同 样只能对小螺纹进行测量,当螺纹尺寸过大,该申请案便不能保证测量的螺纹的精度。
技术实现要素:
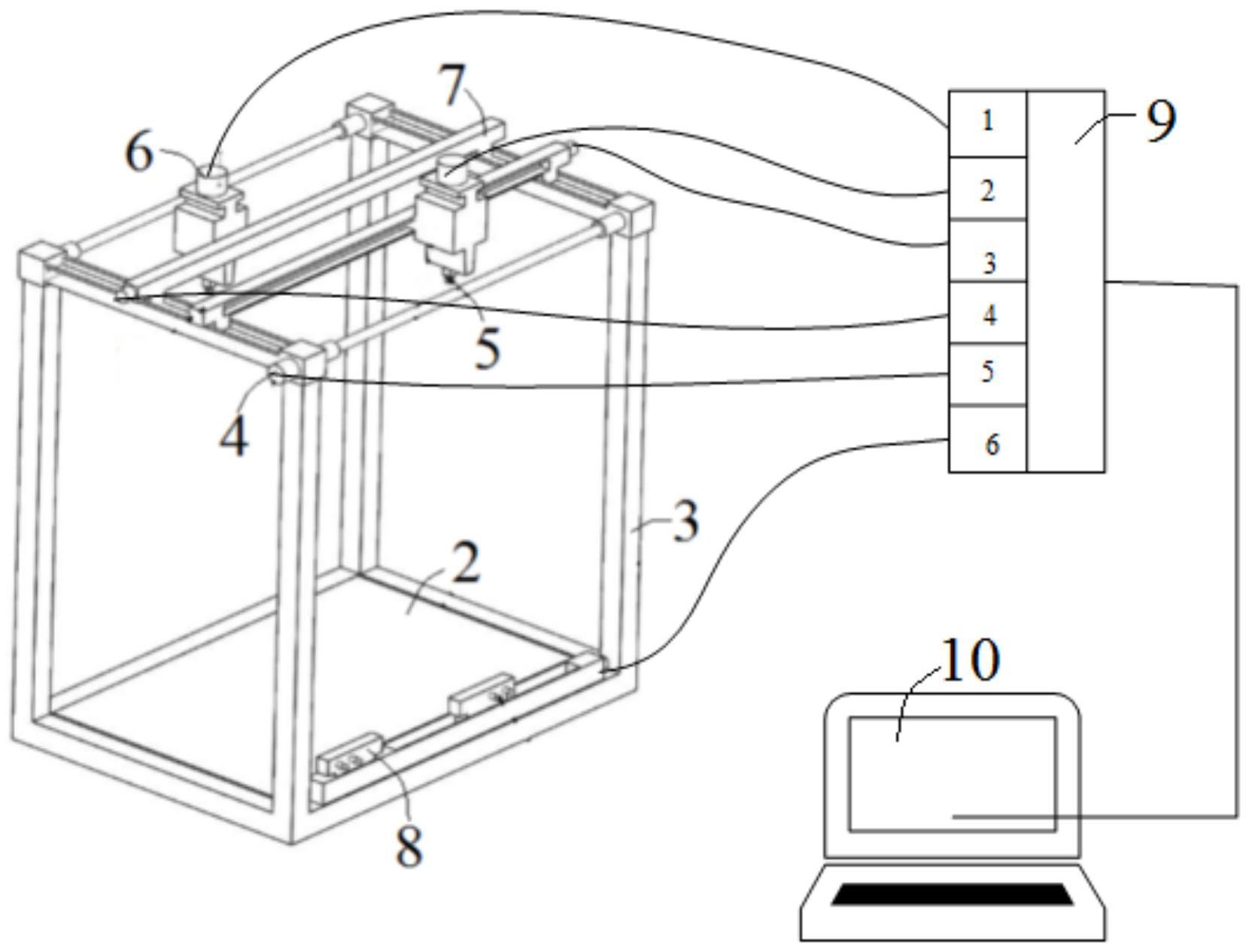
1.发明要解决的技术问题 针对现有检测系统和算法只能检测小螺纹的局限性,本发明提供一种管道螺纹自 6 CN 111583114 A 说 明 书 2/10 页 动测量装置及测量方法,本发明利用激光做基准线,分段对螺纹进行测量,再通过图像拼接 和图像融合获取整个螺纹的数据,根据具体需求选择合适的程序,对具体数据进行分析处 理,从而使处理结果更加准确。 2.技术方案 为达到上述目的,本发明提供的技术方案为: 本发明的一种管道螺纹自动测量装置,包括底板和支架,所述的底板安装于支架 的底部;还包括伺服电机、工业相机、滑块和激光器;所述的工业相机通过滑块安装在支架 上;所述的伺服电机设置多个,其中,2个伺服电机控制滑块移动,驱动滑块带动工业相机沿 水平方向运动;2个伺服电机设置在滑块上,控制工业相机沿竖直方向运动;所述的激光器 一端固定于支架上,另一端为移动端,由一伺服电机驱动。 更进一步地,所述的滑块安装在滑台上,该滑台设置在支架上,滑台与伺服电机连 接,由伺服电机驱动滑台在支架上移动。 更进一步地,所有伺服电机均与控制面板连接,由控制面板控制伺服电机进行动 作;所述的控制面板与计算机连接。 利用上述装置进行的管道螺纹自动测量的方法,其步骤为: 步骤一、对通过相机获得的图像进行预处理,对图像进行滤波、灰度转化、锐化处 理,并对图像进行阈值变换,将图像与背景分开; 步骤二、在图片预处理的基础上,对图中螺纹进行边缘粗提取; 步骤三、对提取的图像进行8邻接处理和细化处理; 步骤四、在提取出螺纹边缘的图像上进行螺纹螺距与螺高的提取; 步骤五、利用图像拼接与图像融合算法将不同区域内提取的螺纹螺距与螺高拼接 融合,获得整个螺纹的长度信息。 更进一步地,所述的步骤一中,先利用式(3)对图像进行中值滤波, g(x,y)=med{f(x-k,y-l) ,(k,l∈W)} (3) 式中,f(x,y),g(x,y)分别为原始图像和滤波后图像,W为输入的二维模板,k、l为 模板的二维数据序列; 再利用式(4)将彩色图像转化为灰度图像, Gray=R*0.299 G*0.587 B*0.114 (4) 其中,R、G、B为彩色图像红、绿、蓝三个颜色通道的像素值; 为使图像清晰,利用Sobel算子对图像进行锐化,计算过程如式(5)、(6)、(7), Gx=[g(x 1,y-1) 2*g(x 1,y) g(x 1,y 1)]-[g(x-1,y-1) 2*g(x-1,y) g(x-1,y 1)] (5) Gy=[g(x-1,y-1) 2*g(x,y-1) g(x 1,y-1)]-[g(x-1,y 1) 2*g(x,y 1) g(x 1,y 1)] (6) 式中,Gx,Gy分别表示为横向及纵向边缘检测的图像灰度值,g(a,b)表示图像(a,b) 点的灰度值,G为图像在每一点上的灰度值的近似梯度; 最后设定合适的阈值,对图像进行阈值变换,将图像与背景分开;对于图像G(x, 7 CN 111583114 A 说 明 书 3/10 页 y),前景和背景的分割阈值为T,属于前景的像素点数占整幅图像的比例为ω1,其平均灰度 μ1;背景像素点数占整幅图像的比例为ω2,其平均灰度为μ2;图像的总平均灰度为μ,类间方 差为σ,图像的大小为M×N,图像中像素的灰度值小于阈值T的像素个数记作N1,像素灰度大 于阈值T的像素个数记作N2,通过式(8)、(9)、(10)、(11)计算得到类间方差σ, N1 N2=M×N,ω1 ω2=1 (9) μ=μ1×ω1 μ2×ω2,σ=ω1×(μ-μ1)2 ω2×(μ-μ 22) (10) σ=ω ×ω ×(μ-μ)21 2 1 2 (11) 通过式(11),通过遍历像素值的方法得到不同的类间方差,由这些类间方差比较 出类间方差的最大值,最大值对应的灰度就是最佳阈值T。 更进一步地,所述的步骤二中,利用Canny算子对图像进行边缘检测,先利用高斯 滤波器进行平滑滤波,抑制图像噪声,然后使用非极值抑制算法,细化平滑后的图像梯度幅 值矩阵,寻找图像中的可能边缘点,最后利用双门限检测通过双阈值递归寻找图像边缘点, 实现图像中螺纹边缘粗提取。 更进一步地,所述的步骤三中,采用8邻接处理,判断提取的图像中某一像素周围 八个像素是否连通;同时使用“Zhang并行快速细化算法”对经8邻接处理过的图像的轮廓曲 线进行细化处理。 更进一步地,所述的步骤四中,对于螺距的提取,利用相邻两顶径之间的距离计算 螺距,采用遍历像素值的方法,寻找像素值为255的点并保存其坐标值,该点为第一个顶径 点;再次同样的方法寻找第二个顶径点,并保存其坐标值;第二次检测到像素值为255对应 的坐标减去第一次检测到像素值为255对应的坐标即为螺距; 对于螺高的提取,利用螺纹大径与小径进行计算,具体步骤如下: S1、将螺纹的边界划分为左边界、右边界,并分别储存左右边界集; S2、将所有左右螺纹边界点求平均值作为中心点,也作为螺纹边界的原点,并对边 界进行中值滤波,得到滤波后的边界点; S3、采用最小二乘法拟合所有顶径点为顶径直线,拟合所有底径点为底径直线,顶 径和底径直线的中线确定为螺纹边界的拟合直线; S4、分别计算平行于左边界拟合直线且过中心点的直线,和平行于右边界拟合直 线且过中心点的直线; S5、计算左边界各点到中心点的直线的距离,找出其中的极大值、极小值,保存极 大值索引值的与极小值索引值;右边界做相同处理; S6、通过极值点的索引值找到大径和小径在滤波前所对应的点坐标,储存左边界 大径、小径对应的坐标点;右边界的处理相同; S7、通过大径对应的坐标点,拟合出左边界所有大径点的直线,右边界处理同左 边;计算左边界大径对应点到右边界大径坐标点对应的拟合直线的距离,得到左边界大径 各点的直径;计算右边界大径点到左边界大径的坐标点对应的拟合直线的距离,得到右边 界大径各点的直径值;取平均值得到平均大径ML;用同样的方式获取平均小径MS,则螺高 Height为 Height=(ML-MS)×0.5 (12)。 8 CN 111583114 A 说 明 书 4/10 页 更进一步地,所述的步骤五中,利用SURF算法实现图像拼接,针对图像像素G(x, y),首先求出第一帧图像和后一帧图像上各自图像中每一个像素点的海森矩阵H,选用二阶 标准高斯函数作为滤波器,计算出H矩阵的三个矩阵元素L_xx、L_xy、L_yy,进而计算出H矩 阵: 高斯滤波后,H矩阵的计算如下, L(x,t)=S(t)·G(x,t) (16) 其中,L(x,t)是一幅图像在不同解析度下的表示,S(t)为高斯核,高斯核的计算公 式如式(17), 其中,s(x)为高斯函数,t为高斯方差; 将经过海森矩阵处理的每一个像素点与其同一幅图像中的周围的像素点进行比 较,利用H矩阵的判别式判定该店是否为最大值或最小值,是则保留作为特征点,反之剔除; H矩阵的判别式为 得到两幅图像各自特征点集后,利用最近邻搜索算法进行图像的配准;首先利用 SURF算法提取出的特征点,建立KD-tree,然后在待匹配图像上选取一点K,采用BBF算法遍 历KD-tree,分别按照式(18)计算K与该KD-tree中每个点的欧式距离,找到与点K的欧式距 离最小的两个关键点并且记录欧式距离的值;最后按照式(19)计算最小欧氏距离与次小欧 式距离的比值,若该值小于阈值T,则认为欧氏距离最小的那个点与点K相匹配,反之不匹 配; 其中,N代表特征向量的维数,Dmin1、Dmin2分别代表KD-tree中的点距离K的最小值和 次小值; 找到匹配对后,利用findHomography函数求得变换矩阵M,即完成图像拼接;变换 矩阵M为 其中参数m0~m7由findHomography函数处理得到;之后使用随机抽样一致算法剔 除可能造成错误匹配的点对。 更进一步地,所述的步骤五中,在进行图像融合时,使用加权融合对图像进行融 合,融合图像I在点(x,y)处的像素值可由式(21)求得: 9 CN 111583114 A 说 明 书 5/10 页 其中,I1、I2分别为参考图像和待拼接图像,R1、R3分别代表参考图像和待拼接图像 中未参与配准的区域,R2代表参与配准的区域,即图像的重合区域; 分别代表参考图 像和待拼接图像中重合部分对应像素的权值,并且有 3.有益效果 采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果: (1)鉴于现有的螺纹检测系统和算法只能检测小螺纹,不能很好的检测大螺纹数 据的问题,本发明提供一种管道螺纹自动测量装置及测量方法,利用工业相机分段拍摄管 道螺纹,提取每一段螺纹的螺高和螺距,再通过图像拼接和图像融合算法,将每一段获得的 螺高和螺距拼接融合,获取整个螺纹的数据。图像拼接和图像融合算法,能够解决单一图像 信息的不确定性问题;且每次采集螺纹的一小块区域,然后,通过平移得到螺纹的全景图 像,即给出螺纹在平移过程中每一区域的螺纹信息,增加数据的可靠性。 (2)本发明的自动测量装置采用激光作为基准线,保证在螺纹平移的过程中,相机 拍摄到的图像处于同一维度内,保证了图像在采用拼接与融合算法时,螺纹整体图像能够 保持完整。同时,本发明采用多个工业相机单元,能够给出在全景图像中螺纹的真实长度。 (3)本发明采用低通滤波器可滤除图像的噪声,高通滤波器用来锐化图像边缘,突 出螺纹的轮廓信息。即提高图像轮廓的清晰性,同时也提高了数据的稳定性与可靠性。本发 明所搭建的平台,不仅可以测量直径大于60mm的大零件,而且同样也适用被测件是小螺纹 等其他小物体的图像检测。 附图说明 图1为本发明测距系统中LED灯位置示意图; 图2为本发明测距系统的整体结构示意图; 图3为本发明检测算法的基本原理流程框图; 图4为本发明螺纹大径和小径提取算法流程框图。 示意图中的标号说明:1、LED灯;2、底板;3、支架;4、伺服电机;5、工业相机;6、滑 块;7、滑台;8、激光器;9、控制面板;10、计算机。











