
技术摘要:
本发明的主题是一种用于组装两个部件的方法和组装飞行器的两个部分的方法,其特征在于,所述方法包括在将临时链接元件在所述第一初始孔和第二初始孔中放置在位之前的以下步骤:‑在所述第一部件中产生第一初始孔,‑在所述第一部件和第二部件的第一接触面和第二接触面 全部
背景技术:
根据实施例,飞行器包括彼此独立地产生、被端对端定位、并且使用多个最终链接 元件(例如容纳在给定直径的最终孔中的铆钉或螺栓)组装至彼此的多个部分。 根据已知的操作方法,待组装的两个部分被预组装然后钻孔以便产生初始孔,这 些初始孔所具有的直径小于最终孔的直径。接下来,两个部分彼此解除附接,然后进行清 洁。每个部分的接触表面涂覆有气密且水密的胶,然后重新组装这两个部分。临时链接元件 在初始孔放置在位,以在产生最终孔、以及在临时链接元件之间装配最终链接元件时固持 这两个部分。最后,移除临时链接元件、用最终孔的直径对初始孔进行重新钻孔、并且将最 终链接元件在最终孔中放置在位(例如替换临时链接元件)。 此操作方法并不完全令人满意,因为预组装、解除附接、并且然后重新组装操作趋 向于增加组装方法的持续时间。 本发明旨在弥补现有技术的全部或一些缺点。
技术实现要素:
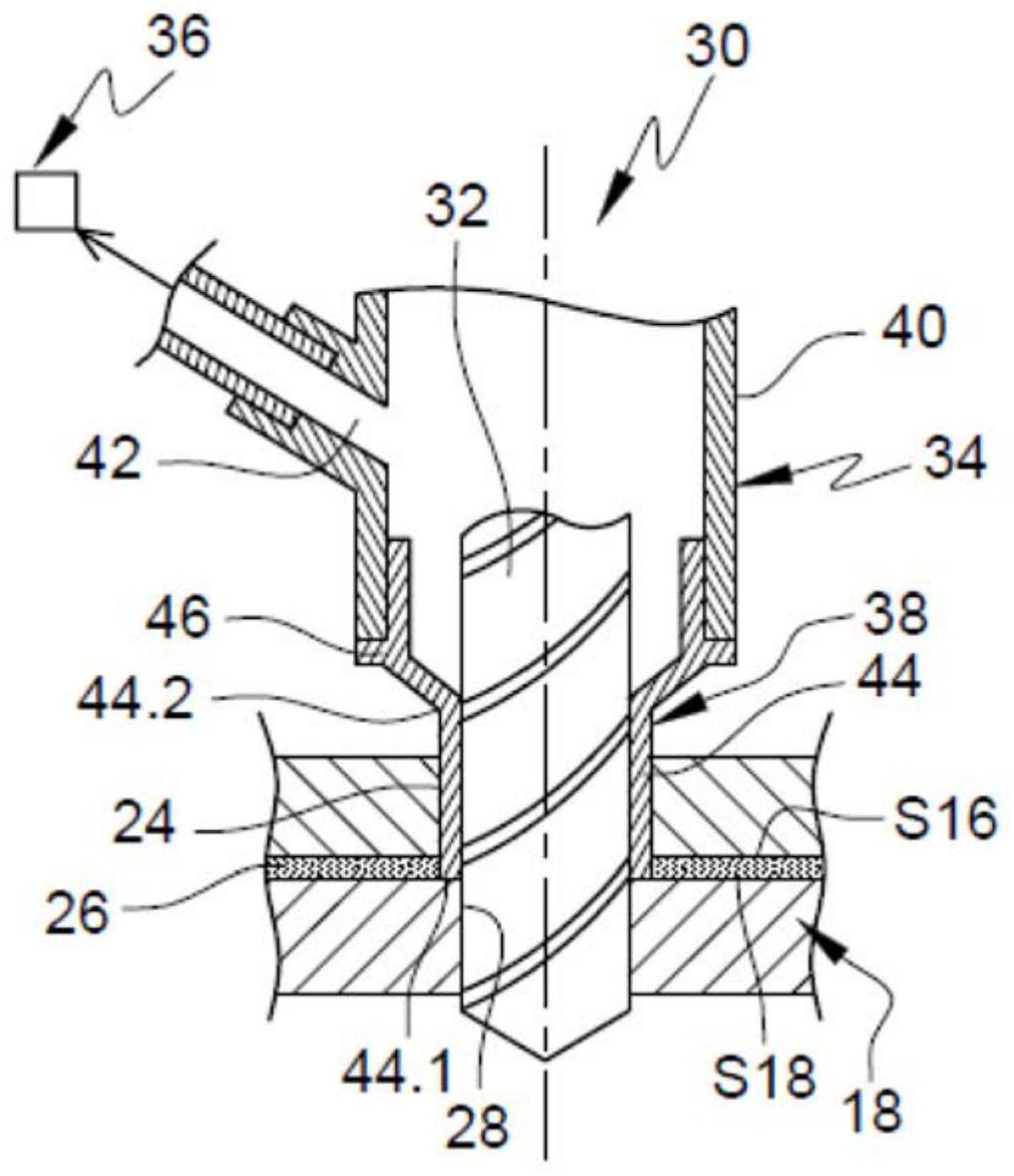
为此目的,本发明的主题是一种用于组装第一部件和第二部件的方法,所述第一 部件和第二部件通过多个最终链接元件连接成组装状态,所述第一部件和第二部件具有在 所述组装状态面向彼此的第一接触面和第二接触面,并且还有所述最终链接元件容纳在其 中的最终孔。 根据本发明,所述组装方法包括以下步骤: -在所述第一部件中产生第一初始孔, -在所述第一接触面和第二接触面中的至少一个接触面上沉积密封胶, -将所述第一部件和第二部件抵靠彼此放置, -使用钻孔工具在所述第二部件中产生第二初始孔,所述钻孔工具连接至抽吸系 统、并且装备有钻套,所述钻套包括第一部分,所述第一部分具有比所述第一初始孔的直径 小或与之相等的直径、并且具有第一端部,所述第一端部在产生所述第二初始孔时支承抵 靠所述第二部件的第二接触面, -将定位在所述第一初始孔和第二初始孔中的临时链接元件放置在位, -在所述临时链接元件之间产生最终孔,并且将所述最终链接元件在所述最终孔 中放置在位, -移除所述临时链接元件、在所述第一初始孔和第二初始孔的位置中钻出所述最 终孔、并且将所述最终链接元件在所述最终孔中放置在位。 第一接触面与第二接触面之间存在密封胶并且使用支承抵靠第二部件的第二接 3 CN 111572751 A 说 明 书 2/4 页 触面的钻套使得在钻出第二初始孔以及经由抽吸系统抽吸钻孔时产生的所有废物时,可以 在钻套与第二部件之间获得密封。因此,不再需要使第一部件和第二部件彼此解除附接以 便清洁第一接触面和第二接触面,然后重新组装它们以便将最终链接元件放置在位。 根据另一个特征,所述钻套的第一部分的外直径等于所述第一初始孔的直径,使 得所述钻套的第一部分插入到所述第一初始孔中的一个第一初始孔中。 根据另一个特征,所述钻套的第一部分的具有0.6mm的量级的厚度。 根据另一个特征,每个临时链接元件是自攻丝螺钉,所述自攻丝螺钉包括带螺纹 的圆柱形本体并且还有头部,所述带螺纹的圆柱形本体具有比所述第一初始孔的直径小的 直径、并且被配置成在所述第二初始孔中的一个第二初始孔中获得所述自攻丝螺钉的螺纹 连接。 本发明的另一个主题是一种用于通过实施根据前述特征之一所述的组装方法组 装飞行器的两个部分的方法。 附图说明 进一步的特征和优点将从本发明的以下描述中变得明显,所述描述仅仅是通过举 例的方式参照附图给出的,在附图中: [图1]是飞行器的侧向视图, [图2]是两个飞行器部分在组装之前的侧向视图,展示了本发明的实施例, [图3]是穿过待组装的两个部件的截面,示出了在待组装的两个部件之一中产生 初始孔的步骤,展示了本发明的实施例, [图4]是在涂覆步骤之后,穿过图3中可见的两个部件的纵向截面, [图5]是在钻孔步骤之前,穿过钻孔工具的纵向截面,展示了本发明的实施例, [图6]是在钻孔步骤之后,穿过图5中可见的钻孔工具的纵向截面, [图7]是在螺纹连接开始时,穿过待组装的两个部件和临时链接元件的截面,展示 了本发明的实施例, [图8]是在螺纹连接结束时,穿过图7中可见的待组装的两个部件和临时链接元件 的截面, [图9]是穿过由临时链接元件连接的待组装的两个部件的截面,展示了产生最终 孔的步骤, [图10]是穿过图9中可见的两个部件的截面,展示了将最终链接元件放置在位的 步骤, [图11]是穿过图9中可见的两个部件的截面,展示了在临时链接元件的位置处产 生最终孔的步骤,并且 [图12]是穿过图9中可见的两个部件的截面,展示了将最终链接元件在临时链接 元件的位置处放置在位的步骤。











