
技术摘要:
本发明公开了一种线路板分离系统及其控制方法,属于线路板加工技术领域。该线路板分离系统包括第一传感器,其设置在出料口,用于检测出料口是否有线路板;第一移动机构,用于将出料口的线路板放置在挂篮内,并将挂篮移至输送带上,且在输送带上的扫描位置处设置有扫描 全部
背景技术:
目前,线路板经过化镍金镀生产线后,需要由工作人员对线路板进行人工手动下 料,然后再根据线路板的料号使用叉车工具转运至下一道去膜线工序处;且在正常连续生 产时,生产线上的线路板有生产板与陪镀板两种,所以在下料时还要人工手动取料并分类 两种板,并将陪镀板放置指定存放区,将生产板通过人工一片一片的放到入料口并转运至 下一道去膜线工序处;整个下料分类的过程中均由人工操作完成,费时费力,且线路板生产 设备都有固定的生产周期,当人工操作不及时,即出现下料分类与生产线的效率不匹配,很 容易导致整个线路板的生产不能顺利进行。 针对以上问题,亟需一种线路板分离系统及其控制方法来解决以上问题。
技术实现要素:
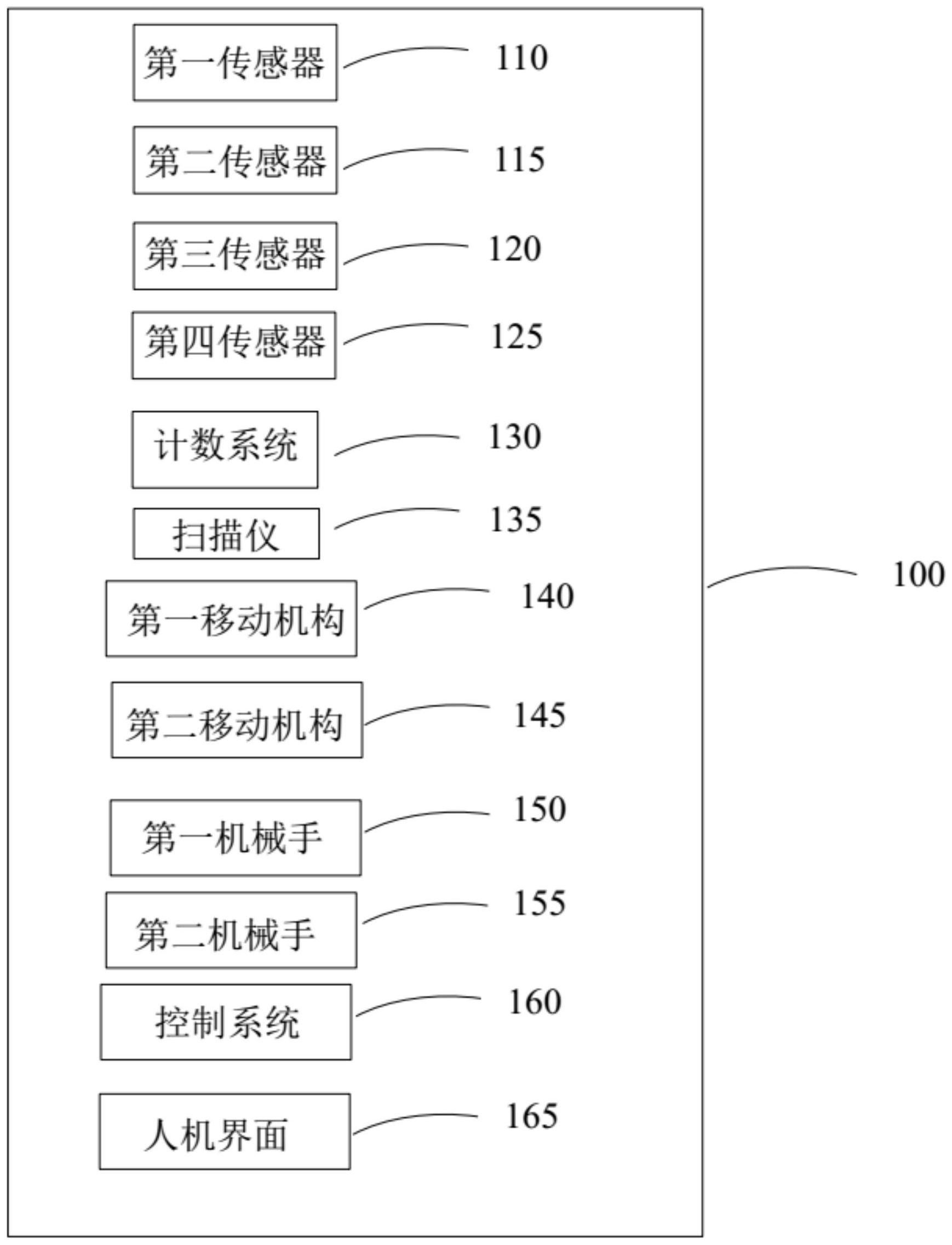
本发明的一个目的在于提出一种线路板分离系统,能够自动进行线路板的下料分 类工作,省时省力。 为达此目的,本发明采用以下技术方案: 一种线路板分离系统,用于将线路板分离,并将分离出的生产板移送至去膜线工 序处,包括: 第一传感器,其设置在所述线路板的化镍金线的出料口,用于检测所述出料口是 否有所述线路板; 第一移动机构,用于将所述出料口的所述线路板放置在挂篮内,并将所述挂篮移 至输送带上,且在所述输送带上的扫描位置处设置有扫描仪,用于扫描所述挂篮内的所述 线路板是否为生产板或陪镀板; 计数系统,其与所述扫描仪信号连接,用于接收所述扫描仪的扫描结果并计数; 第一机械手,用于抓取所述挂篮内的所述生产板并移至取板位,或抓取所述挂篮 内的所述陪镀板并放置陪镀板放板位; 第二机械手,用于抓取所述取板位的所述生产板,并移送至所述去膜线工序; 控制系统,其与所述第一传感器及所述计数系统信号连接,并与所述第一移动机 构、所述第一机械手和所述第二机械手控制连接。 优选地,所述线路板分离系统还包括: 第二传感器,其设置在所述取板位,所述第二传感器与所述控制系统信号连接,所 述第二传感器用于检测所述取板位是否有所述生产板,并将检测信号传送至所述控制系 统。 优选地,所述线路板分离系统还包括: 第三传感器,其设置在所述输送带上的回流位置,所述第三传感器与控制系统控 4 CN 111545476 A 说 明 书 2/6 页 制连接,所述第三传感器用于检测所述回流位置是否有经取出所述线路板后的空挂篮,并 将检测信号传递至所述控制系统。 优选地,所述线路板分离系统还包括: 第二移动机构,其与所述控制系统控制连接,所述第二移动机构用于移动所述回 流位置处的所述空挂篮至暂存位。 优选地,所述线路板分离系统还包括: 第四传感器,其设置在所述扫描位置处,所述第四传感器与所述控制系统信号连 接,所述第四传感器用于检测所述扫描位置是否有所述挂篮,并将检测信号传递至所述控 制系统,以使所述控制系统控制所述扫描仪开始扫描所述挂篮内的所述线路板。 优选地,所述线路板分离系统还包括: 人机界面,其与所述控制系统信号连接,且所述人机界面上设置有多个控制键,所 述人机界面用于显示所述控制系统接收的信号,并控制多个所述控制键以控制所述控制系 统。 优选地,所述第一移动机构为下料天车。 优选地,所述第二移动机构为挂篮回流天车。 本发明的另一个目的在于提出一种线路板分离系统的控制方法,能够自动进行线 路板的下料分类工作,省时省力。 为达此目的,本发明采用以下技术方案: 一种线路板分离系统的控制方法,用于控制如上述的线路板分离系统,所述线路 板分离系统的控制方法包括以下步骤: 将所述线路板放置在所述挂篮中:所述第一传感器检测到所述出料口有所述线路 板,并将检测信号发送至所述控制系统,所述控制系统控制所述第一移动机构抓取所述出 料口的所述线路板放置在所述挂篮内,并将所述挂篮放置在所述输送带上; 所述扫描仪扫描所述线路板:当所述挂篮移动至所述输送带上的所述扫描位置处 时,所述扫描仪对所述挂篮内的所述线路板进行扫描,并将扫描结果传至所述计数系统; 所述第一机械手抓取所述生产板或所述陪镀板:当所述计数系统接收到的扫描结 果为所述线路板为所述生产板时,所述计数系统记录所述生产板的数量,并将记录结果传 至所述控制系统,所述控制系统控制所述第一机械手抓取所述挂篮内的所述生产板并放置 在所述取板位;当所述计数系统接收到的扫描结果为所述线路板为所述陪镀板时,所述计 数系统记录所述陪镀板的数量,并将记录结果传至所述控制系统,所述控制系统控制所述 第一机械手抓取所述挂篮内的所述陪镀板并放置在所述陪镀板放板位; 所述第二机械手抓取所述生产板:所述控制系统控制所述第二机械手抓取放置在 所述取板位的所述生产板,并移动至所述去膜线工序。 优选地,所述线路板分离系统的控制方法还包括以下步骤: 移动空挂篮:取出所述线路板后的所述空挂篮继续在所述输送带上移动至回流位 置,所述控制系统控制第二移动机构抓取所述回流位置的所述空挂篮,并移至暂存位。 本发明的有益效果为: 通过使控制系统接收第一传感器的信号,并控制第一移动机构将出料口处完成化 镍金线加工后的线路板放置在空挂篮内,并移至输送带上;然后控制系统接收计数系统的 5 CN 111545476 A 说 明 书 3/6 页 计数信号,并控制第一机械手抓取挂篮内的生产板并移至取板位,或抓取挂篮内的陪镀板 并放置在陪镀板放板位;最后控制系统控制第二机械手抓取取板位的生产板,并移送至下 一个去膜线工序;整个线路板的下料、分类以及移送至下一个去膜线工序的过程中,能够自 动进行线路板的下料分类工作,均没有采用人工手动的方式,自动化程度高,省时省力,工 作效率较高;且能够预先设置好下料、分类及移动至去膜线工序的时间,其设置的时间能够 与线路板生产设备固定的生产周期相匹配,不会出现由于人工操作不及时,即下料分类与 生产线的效率不匹配,而导致整个线路板的生产不能顺利进行的问题。 附图说明 图1是本发明提供的线路板分离系统的结构示意图; 图2是本发明提供的线路板分离系统的控制方法的流程图。 附图标记说明: 100-线路板分离系统;110-第一传感器;115-第二传感器;120-第三传感器;125- 第四传感器;130-计数系统;135-扫描仪;140-第一移动机构;145-第二移动机构;150-第一 机械手;155-第二机械手;160-控制系统;165-人机界面。











