
技术摘要:
本发明公开一种缝纫机零配件的制作方法,包括如下步骤:制备成型粉末:准备若干重量的FeNi2粉末,FeNi2粉末由如下重量百分比的组分组成:Ni:1.5‑2.6%、C:0.2‑0.5%、黏合剂:20%,其余为Fe;加热熔融:将准备好的FeNi2粉末加热熔融成流体;注塑成型:将流体注射到 全部
背景技术:
缝纫机零配件制造的传统加工工艺中,如适用各种缝纫机梭壳、梭帽和旋梭等,首 先需要进行圆钢切割、冲压成型,然后经过产品磷化、回火等工序生产出初步成型的毛胚。 接着进入第二阶段的精加工,先对毛胚进行车床加工、铣床加工,然后经过冲压、钻孔、抛 光、热处理等等数十道的工序后才能得到本专利技术所生产的同等条件的产品,延长了产 品的生产周期,降低了产品的生产效率。而在此之中的正常流水线生产周期为两个月,更因 为此间每道工序之间不可避免的公差量,从而使得传统工艺加工生产的产品普遍存在着产 品表面平整度、光洁度不高、孔径、孔位偏差较大,圆度、垂直度、角度准确性不高,工序繁 多,加工周期长,人力资源浪费,同时生产过程中会产生大量废料、合格率低等一系列技术 问题。 专利文件CN102363866A公开了一种片梭织机中的梭壳的制备方法,先对原料进行 熔炼锻造再机加工,后续进行退火和渗碳处理,不可避免会在机加过程中导致废料的产生; 又如专利文件CN102011276A公开了一种旋梭内梭底部支撑结构的制造工艺,对初成型的坯 件先进行烧结处理,最后对其进行喷砂处理使工件表面的机械性能得到改善,但是喷砂处 理仅仅能够使工件的表面获得一定的清洁度和不同的粗糙度,整个产品的内部结构的性能 并不能有效的提高。
技术实现要素:
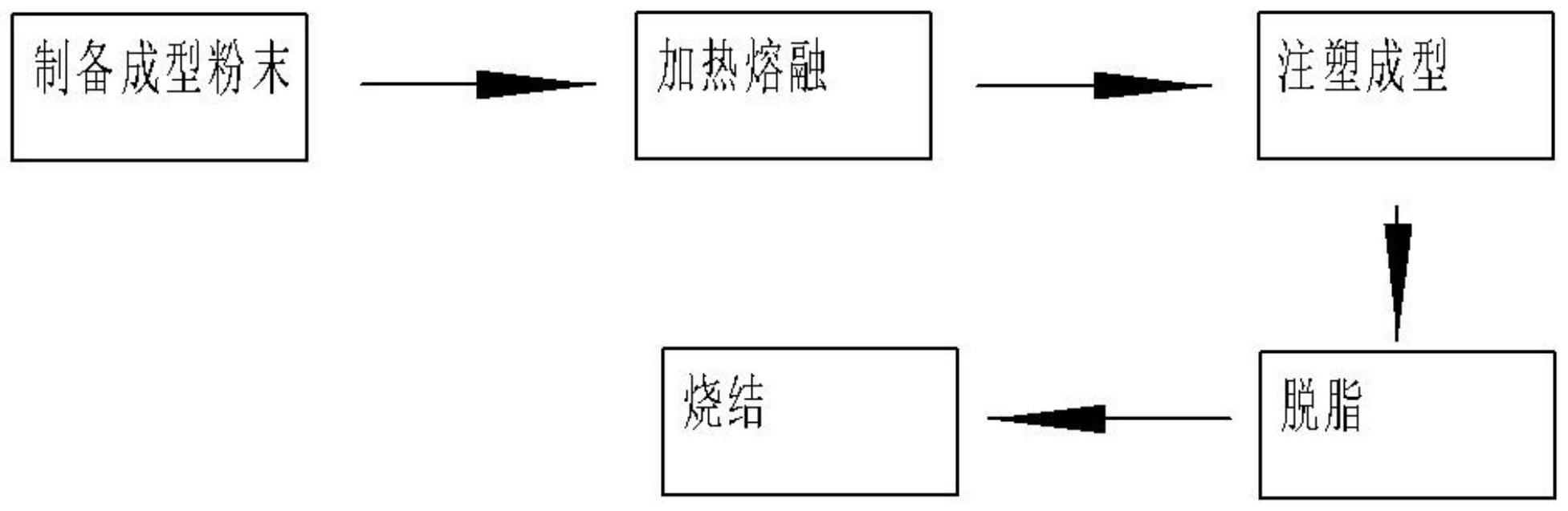
本发明的目的是提供一种缝纫机零配件的制作方法,提高了产品的生产效率和质 量,显著的降低了原有生产工艺产品所产生的成本。 为实现上述目的,本发明提供了如下方案:本发明提供一种缝纫机零配件的制作 方法,包括如下步骤: 制备成型粉末:准备若干重量的FeNi2粉末,所述FeNi2粉末由如下重量百分比的组 分组成:Ni:1.5-2.6%、C:0.2-0.5%、黏合剂:20%,其余为Fe; 加热熔融:将准备好的所述FeNi2粉末加热熔融成流体; 注塑成型:将所述流体注射到注塑成型机中与要加工的缝纫机零配件对应的模具 型腔中,用于成型出相应的坯件; 脱脂:将所述坯件放置在脱脂炉进行脱脂,用于脱除所述坯件中的所述黏合剂; 烧结:将脱脂后的所述坯件放置在真空烧结炉中进行烧结,用于制备出最终的缝 纫机零配件。 优选的,所述注塑成型机包括炮筒,在加热熔融的步骤中,将混合均匀的所述 FeNi2粉末放置在所述炮筒中,通过将所述炮筒内的温度调至195℃-205℃用于熔融所述 FeNi2粉末。 3 CN 111570803 A 说 明 书 2/5 页 优选的,所述注塑成型机包括用于连通所述炮筒和所述模具型腔的增压装置,在 注塑成型的步骤中,通过所述增压装置将所述流体高速射入所述模具型腔中。 优选的,在脱脂的步骤中,将所述脱脂炉内的温度调至120℃-130℃,以达到对所 述黏合剂催化脱脂的温度。 优选的,在脱脂的步骤中,在所述脱脂炉中对所述坯件的脱脂时间至少为800分 钟。 优选的,在脱脂的步骤中,将脱脂后的所述坯料放置在位于所述脱脂炉之后的振 动装置或搅拌装置或喷气装置上,用于将附着所述坯件上的且经过脱脂的所述黏合剂脱离 所述坯件。 优选的,在烧结的步骤中,将所述真空烧结炉内的温度调至1340℃-1440℃,将所 述坯件中的颗粒组织结构烧结成整体状态。 优选的,在烧结的步骤中,所述真空烧结炉中对所述坯件的烧结时间为30-32小 时。 优选的,通过在所述注塑成型机上设置温度传感器和计时装置,用于控制加热熔 融、脱脂及烧结过程中的温度和时间。 本发明相对于现有技术取得了以下技术效果: 1、在注塑出相应的坯件后,将坯件放置在脱脂炉进行脱脂,之后将脱脂后的坯件 放置在真空烧结炉中进行烧结,对坯件的先脱脂后烧结,用于在烧结之前先行将坯件中的 黏合剂等杂质脱除,进而在烧结的过程中能够有效将坯件的颗粒组织结构烧结成一个整体 并弥补坯件上由脱脂产生的细小空隙,能够有效保证坯件的紧密性。 2、FeNi2粉末中黏合剂占组分的20%,在对FeNi2粉末加热熔融的过程中,黏合剂与 其他成分充分混合,并在后续的成型工序中结合成型压力将各组分充分黏结在一起,有效 保证了各组分之间的结合强度。 3、整个制作方法中仅包括制备成型粉末-加热熔融-注塑成型-脱脂-烧结这几个 步骤,制作工序少、制备周期短,有效的降低了人工成本,且能够避免由工序多导致公差量 大的缺陷,保证了产品合格率。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施 例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图 获得其他的附图。 图1为缝纫机零配件的制作流程图。











