
技术摘要:
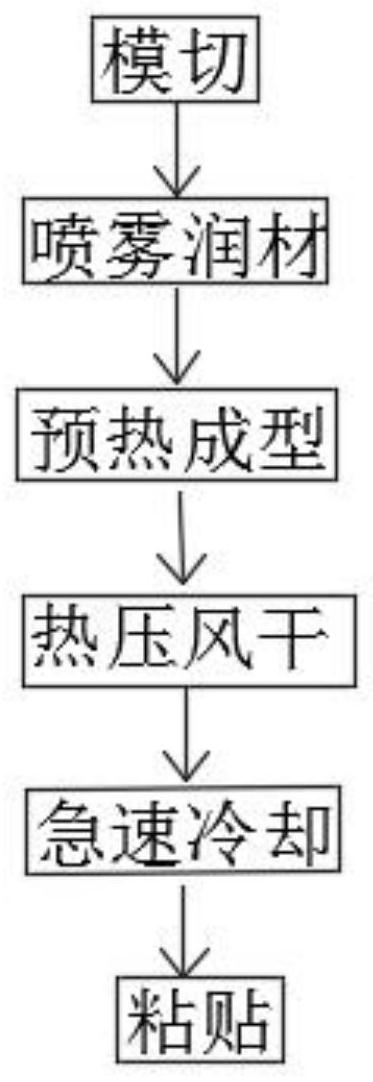
本发明公开了一种背面装填式防盗弧形纸质品包装盒的制造工艺,包括以下步骤:S1:模切:纸张通过模切,成型包装盒平张展开形状的纸张半成品;S2:喷雾润材:对纸张半成品进行喷雾润材;S3:预热成型:通过预热模具冲压成型纸张半成品形成产品半成品;S4:热压风干:对 全部
背景技术:
包装盒,就是用来包装产品的盒子。 随着电商的迅速发展,对包装物的要求也逐渐提高,除了提供基本的产品防护外, 还需要确保便捷的包装操作过程、以及顺畅的客户开箱体验,此外还有防窃取的功能要求。 目前电商中,常采用纸箱结构,纸箱便于生产,能够提供较好的产品防护,但是均无法进行 防窃取,包装盒可以随意打开之后并关闭,后续使用过程无法察觉,会带来极大的不便,而 且在打开包装盒时,一般需要拆除大量的胶带,不仅降低客户体验感,胶带难以降解,还会 对环境造成污染,因为目前的包装盒无法满足正常的使用要求。 所以,针对上述现有技术的不足,申请人设计了一种背面装填式弧形防盗包装盒, 在背面装填产品后对背面进行封闭,需要取出产品时,只能通过正面设置的撕裂刻线打开, 起到防窃取的作用。但是为了提高包装产品的结构简单,正面一般设置为弧形结构,但是弧 形结构加工工艺复杂,成型差,所以如何提供一种背面装填式防盗弧形纸质品包装盒的制 造工艺,成为亟待解决的问题。
技术实现要素:
针对上述现有技术的不足,本专利申请所要解决的技术问题是:如何提供一种使 用方便,成本低,成型率高,稳定性强的背面装填式防盗弧形纸质品包装盒的制造工艺。 为了实现上述目的,本发明采用了如下技术方案: 一种背面装填式防盗弧形纸质品包装盒的制造工艺,包括以下步骤: S1:模切:纸张通过模切,成型包装盒平张展开形状的纸张半成品; S2:喷雾润材:对纸张半成品进行喷雾润材; S3:预热成型:通过预热模具冲压成型纸张半成品形成产品半成品; S4:热压风干:对产品半成品进行热压风干定型; S5:急速冷却:对热压风干后的产品半成品进行急速冷却定型; S6:粘贴:完成盒盖与盒底的粘贴,形成包装盒本体。 这样,在成型之前,利用喷雾润材,减少阻力,方便变形;利用预热模具成型,成型 后热压风干后急速冷却,可以达到快速定型的效果,并且定型稳定可靠,最后粘接盒盖和盒 底,即完成包装盒本体的结构的制造。利用本制造工艺对包装盒本体的弧面进行加工,方便 可靠,稳定性强。 其中,步骤S2中,喷雾润材之后,纸张半成品的湿度为65-75%。 其中,步骤S3中,所述预热模具包括上凸模和下凹模,还包括用于对下凹模进行加 热的加热机构。可以对润材之后的纸张半成品进行成型,利用加热机构加热下凹模,更好的 3 CN 111546691 A 说 明 书 2/4 页 对产品半成品进行定型。 其中,步骤S5中,所述急速冷却时,通过冷却模具进行,所述冷却模具具有与产品 半成品匹配的凹槽,所述冷却温度为-4℃至-7℃,冷却时间为5-10秒。急速冷却,时间短,成 型快。 其中,步骤S6中,所述包装盒本体包括前面板、后封面板组、上封面板组和下封面 板组,所述前面板通过制造工艺弯曲后的侧边与所述后封面板组固定连接,所述前面板的 上端和下端分别与所述上封面板组和下封面板组固定连接,所述前面板、后封面板组、上封 面板组和下封面板组构成用于容纳物品的空间,所述前面板的上部刻有前撕裂刻痕。 在使用之前,包装盒的上封面板组和下封面板组与前面板固定连接成型,上封面 板组即盒盖,下封面板组即盒底,将需要包装的产品例如电池等从前面板的后部放入前面 板、上封面板组和下封面板组构成的空间内,之后利用后封面板组将包装盒的后端封闭,完 成包装,方便包装。在需要取出产品时,需要沿前撕裂刻痕打开包装盒,即将前面板进行破 坏才可以打开,打开之后无法复原,则可以起到防盗取的功能。 其中,所述后封面板组包括第一后板和第二后板,所述第一后板和第二后板分别 与所述前面板的侧边固定连接,所述第一后板和第二后板粘接;所述上封面板组包括第一 襟片和第二襟片,所述下封面板组包括第三襟片和第四襟片,所述第一襟片、第二襟片、第 三襟片、第四襟片结构相同且均呈拱形,所述第一襟片和第二襟片的分别与前面板的上端 固定连接且拱形端相对,所述第三襟片和第四襟片的分别与前面板的下端固定连接且拱形 端相对,所述第一襟片和第二襟片粘接,所述第三襟片和第四襟片粘接。粘接时采用3m胶进 行,方便环保。 其中,所述第一后板和第二后板分别正对设置有压痕和后撕裂刻痕,所述压痕和 后撕裂刻痕正对所述前撕裂刻痕设置。方便打开包装盒,提高用户体验感。 其中,所述包装盒本体展开为单张纸片,所述包装盒本体包括前面板、第一后板、 第二后板、第一襟片、第二襟片、第三襟片和第四襟片,所述第一后板和第二后板与所述前 面板相对的两个侧边固定连接且连接处设置有压痕,所述第一襟片和第二襟片与所述前面 板的上端固定连接且连接处设置有压痕,所述第三襟片和第四襟片与所述前面板的下端固 定连接且连接处设置有压痕。方便生产加工制造。 综上,本背面装填式防盗弧形纸质品包装盒的制造工艺,简单可靠,使用方便,成 本低,成型率高,稳定性强。 附图说明 图1为本发明公开的背面装填式防盗弧形纸质品包装盒的制造工艺的工艺流程 图。 图2为一种采用本发明公开的背面装填式防盗弧形纸质品包装盒的制造工艺制造 的包装盒的使用状态结构示意图。 图3为图2另一个方位的结构示意图。 图4为一种采用本发明公开的背面装填式防盗弧形纸质品包装盒的制造工艺制造 的包装盒的结构示意图。 图5为步骤1中模切后的纸张半成品的示意图。 4 CN 111546691 A 说 明 书 3/4 页











