
技术摘要:
本发明公开了一种硬质合金表面处理工艺,属于硬质合金表面处理技术领域。该硬质合金表面处理工艺中:对硬质合金工件表面进行打磨抛光;对完成打磨抛光后的硬质合金工件进行超声清洗及干燥;对干燥完成后的硬质合金依次进行渗氮处理;对完成渗氮处理的硬质合金进行石墨 全部
背景技术:
硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种 合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能, 特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高 的硬度。 硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,硬质合金铣刀是 机械加工中最常用到的刃具,硬质合金铣刀在与工件的高速旋转摩擦的加工过程中,会产 生大量的热量,这样对硬质合金铣刀本身会造成一定的损耗,为了提高硬质合金铣刀的耐 磨性能,延长硬质合金铣刀的使用寿命,当硬质合金铣刀在完成制造后,会对铣刀进行一系 列的表面处理工艺,以提高硬质合金铣刀的耐磨性能、切削能力及使用寿命。 中国专利2019100497178公开了一种硬质合金表面处理工艺,其利用合成液与硬 质合金表面的部分杂质进行反应,然后再对硬质合金表面进行打磨抛光,进而提高硬质合 金的合格率,但是这种表面处理工艺难以提高硬质合金工件的耐磨性能。 中国专利2012102629165公开了一种石墨烯改性硬质合金的制备方法,该方法通 过利用石墨烯所具有的优异的力学性能以及兼具超高力学强度和柔韧性等特点,进而提升 硬质合金的力学性能,但石墨烯只可降低硬质合金的摩擦系数,起到抗磨减损的作用,难以 提高硬质合金刀具的切削性能。 因此,现有技术存在缺陷,需要改进。
技术实现要素:
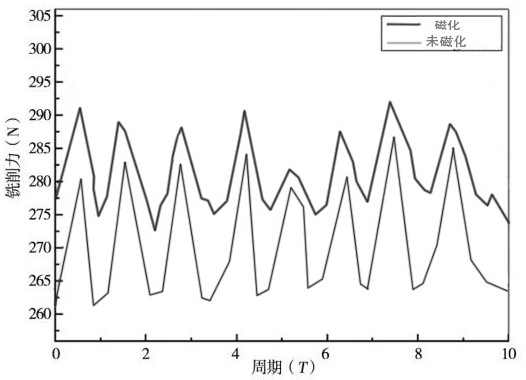
本发明所要解决的技术问题是:提供一种可提高硬质合金工件的耐磨性能、切削 能力、有效提高刀具使用寿命的硬质合金表面处理工艺。 本发明包括以下步骤: 1)对硬质合金工件表面进行打磨抛光; 所述硬质合金工件的基底材料为WC-Co硬质合金,所述WC-Co硬质合金的组成成分百分 比为:WC:80%~90%、Co:9%~18%、Tic:1%~2%,将所述硬质合金工件放置在磨床中进行打磨抛 光,使硬质合金工件表面光滑无划痕; 2)将步骤1)所得的硬质合金工件进行超声清洗; 将步骤1)所得的经过打磨抛光的硬质合金工件放置在超声波清洗机中进行清洗,所述 超声波清洗机的振动频率为30~50KHz,所述超声波清洗机采用碱性的水基溶液作为清洗溶 剂; 3)对步骤2)所得的硬质合金工件进行干燥; 4 CN 111575641 A 说 明 书 2/6 页 将步骤2)所得的经过清洗的硬质合金工件取出,然后对硬质合金工件进行热风干燥处 理,所述硬质合金工件的干燥温度为100~140℃,干燥时间为2~3min; 4)对步骤3)所得的硬质合金工件进行渗氮处理; 5)对步骤4)所得的硬质合金工件的表面进行石墨烯胶黏涂层处理; 将石墨烯溶液、稀释剂、乙醇溶液按照1:2:2的体积比进行混合,并将混合溶液放置在 恒温为50℃的水浴中进行超声波振动搅拌,搅拌时间为15min,以得到石墨烯胶黏涂层溶 液; 将硬质合金工件夹持固定在喷漆旋转台上,对旋转状态下的硬质合金工件表面进行喷 涂石墨烯胶黏涂层,喷涂完成后,再将硬质合金工件放置到恒温箱内,并以5℃/min的速度 升温至170℃,然后保温20~40min后随恒温箱冷却,以得到经过石墨烯胶黏涂层处理的硬质 合金工件; 6)对步骤5)所得的硬质合金工件送入至线圈内,对硬质合金工件进行纵向磁化处理; 将步骤5)所得的硬质合金工件的轴线与线圈的轴线平行,对所述线圈进行通电,将硬 质合金工件紧贴所述线圈内壁送入至线圈内,使硬质合金工件产生纵向感应电流,通过感 应电流对硬质合金工件进行整体磁化。 上述方案中,所述纵向磁化处理的工艺条件为:所述线圈的磁化电流为交流电,所述磁 化电流为I,所述线圈的匝数为N,所述硬质合金工件的长度为L,所述硬质合金工件的直径 为D,所述纵向磁化处理的各项参数满足以下公式: 当L/D≥4时,I×N=35000/(L/D 2); 当4>L/D>2时,I×N=45000/(L/D)。 上述方案中,所述硬质合金工件的长度L为40~250mm,所述硬质合金工件的直径D为10~ 60mm,所述纵向磁化处理的磁化时间为50~160s。 上述方案中,所述超声清洗的工艺条件为:所述清洗溶剂的温度为10~45℃,所述 超声波清洗机的清洗时间为4~7min。 上述方案中,所述渗氮处理的工艺流程为: (1)将经过干燥处理的硬质合金工件放置在气氛炉内; (2)将气氛炉内的真空压强抽取至6Pa以下,并将气氛炉内的温度升至1300~1450℃保 温150~200min; (3)往气氛炉内通入高纯度氮气,再将气氛炉内的温度加热至1500~1550℃并保温60~ 90min; (4)将气氛炉内的温度降至1300~1350℃并保温120~150min; (5)待硬质合金工件随气氛炉冷却至室温后,将硬质合金工件从气氛炉内取出。 上述方案中,所述石墨烯胶黏涂层处理的工艺条件为:所述硬质合金工件的旋转 速度为300r/min,所述硬质合金工件的喷涂压力为5~7kpa,喷涂角度为60~90°,喷涂距离为 300mm。 与现有技术相比,本发明具有以下优点: 1.对硬质合金工件表面进行渗氮处理,可有效修复硬质合金表面的缺陷,并可提高硬 质合金的硬度,同时提高硬质合金工件的耐磨性能及使用寿命; 2.对硬质合金工件表面进行石墨烯胶黏涂层处理,石墨烯胶黏涂层可有效降低硬质合 5 CN 111575641 A 说 明 书 3/6 页 金的摩擦系数,起到抗磨减损的作用,进而提高硬质合金工件的使用寿命; 3.对硬质合金工件表面进行纵向磁化,经过磁化后的硬质合金刀具周围存在弱磁场, 这种弱磁场可影响硬质合金刀具的铣削力变化曲线及表面质量,进而提高刀具的切削性 能。 附图说明 图1为本发明的纵向磁化处理示意图; 图2为本发明实施例1的硬质合金工件铣削力变化曲线图。











