
技术摘要:
本发明公开了一种焊接残余应力的测量方法,所述测量方法具体为:制备焊缝区、热影响区以及母材区的拉伸试样并进行去应力退火;利用水浸超声法测量已退火拉伸试样的临界折射纵波传播时间;利用应力加载装置对拉伸试样进行应力加载并确定各个区域的声弹性系数;水浸超声 全部
背景技术:
焊接作为一种制造技术,在现代制造业中起到非常重要的作用,一直以来都被广 泛的应用于各种金属材料的连接,无论是在建筑、桥梁等行业,还是在车辆、火车以及飞机 等行业,绝大多数产品若离开焊接技术则无法生产,而且随着焊接生产智能化以及自动化 的发展,使得焊接技术迎来了蓬勃发展的时代。 在焊接过程中,由于加热会造成不均匀的温度场,从而引起不均匀的塑形变形,最 终会产生残余应力。残余应力的存在不仅会降低工件强度,使工件在制造时产生变形和开 裂等工艺缺陷,而且在成形后初期不易被观察到,但是在材料长期服役过程中残余应力会 释放,导致疲劳裂纹、应力腐蚀等失效,产生较大的危害。 超声波法具有检测速度快、方便等优点,但是现有超声波法在测量焊接残余应力 时存在着一些不足:(1)焊缝区、热影响区以及母材区的声弹性系数被默认为相同;(2)测量 时,环境温度不易控制,温度的变化会引起测量误差;(3)传统的超声波探头体积比较大,测 量的是较大区域的平均残余应力,测量精度低。
技术实现要素:
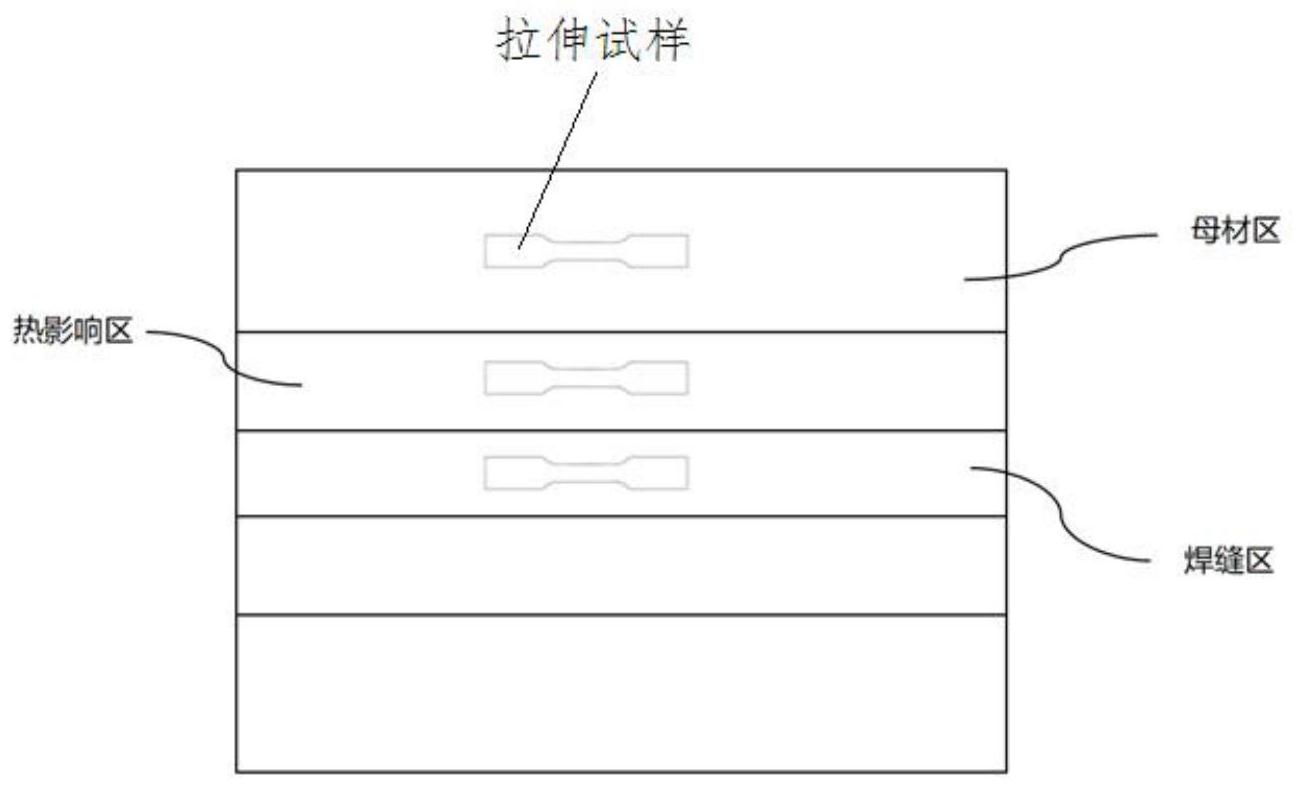
发明目的:本发明所要解决的技术问题是提供一种焊接残余应力测量方法,该测 量方法能够分别测得焊缝区、热影响区以及母材区的声弹性系数,从而排除材料组织对测 量结果的影响,有效提高测量精度,同时结合水浸超声测量残余应力,可以测量微小区域的 残余应力,从而可以消除传统超声测量大区域中平均残余应力所带来的测量误差,进一步 提高测量精度。 技术方案:一种焊接残余应力的水浸超声测量方法,所述测量方法包括如下步骤: (1)制备一组与待测试样相同的焊接试样,在焊接试样的焊缝区、热影响区和母材 区分别切割出拉伸试样,将三个区域对应的拉伸试样均进行去应力退火处理; (2)用水浸超声法测量已退火零应力拉伸试样的临界折射纵波传播时间t0MPa(水浸); (3)把三个区域对应的拉伸试样依次固定在万能拉伸试验机上,以拉伸试样的屈 服强度值作为最高加载应力,设定加载程序,通过等值增加加载应力,采集各个加载应力时 激发探头与接收探头之间的临界折射纵波传播时间,以施加的应力σ为纵坐标,临界折射纵 波传播时间差Δt=tσ-t0MPa为横坐标,进行拟合,得到的直线的斜率为声弹性系数K;分别得 到三个区域的声弹性系数K焊、K热和K母; (4)把待测试样放入水槽的样品台上,移动点聚焦的激发探头与接收探头采集不 同区域临界折射纵波传播时间t(水浸),再根据公式σ=K(t(水浸)-t0MPa(水浸))得到待测试样三个 区域的残余应力情况。 其中,步骤(2)中,所述t0MPa(水浸)是指水浸超声中临界折射纵波在零应力拉伸试样 3 CN 111595498 A 说 明 书 2/4 页 中传播2mm的时间。 其中,步骤(3)中,所述激发探头与接收探头之间的距离为30mm。 其中,步骤(3)中,所述临界折射纵波传播时间差为不同应力时的超声波传播时间 与零应力时超声波传播时间的差值。 其中,步骤(4)中,所述点聚焦的激发探头与接收探头之间的距离为2mm。 有益效果:本发明通过制备焊缝区、热影响区以及母材区的拉伸试样来获得这三 个区各自的声弹性系数,避免了不同区域微观组织的不同而导致的测量误差;同时采用水 浸法可以控制水温来保证测量焊接残余应力的过程中温度不变,极大的消除温度变化对测 量结果的影响;另外,本发明通过采用点聚焦探头来测量微小区域的平均残余应力,可以减 小由于传统超声法中普通探头测量区域大所带来的误差。 附图说明 图1为制备纵向拉伸试样的示意图; 图2为普通探头的结构示意图; 图3为水浸超声测量焊接残余应力的原理图; 图4为点聚焦探头的结构示意图; 图5为制备横向拉伸试样的示意图。











