
技术摘要:
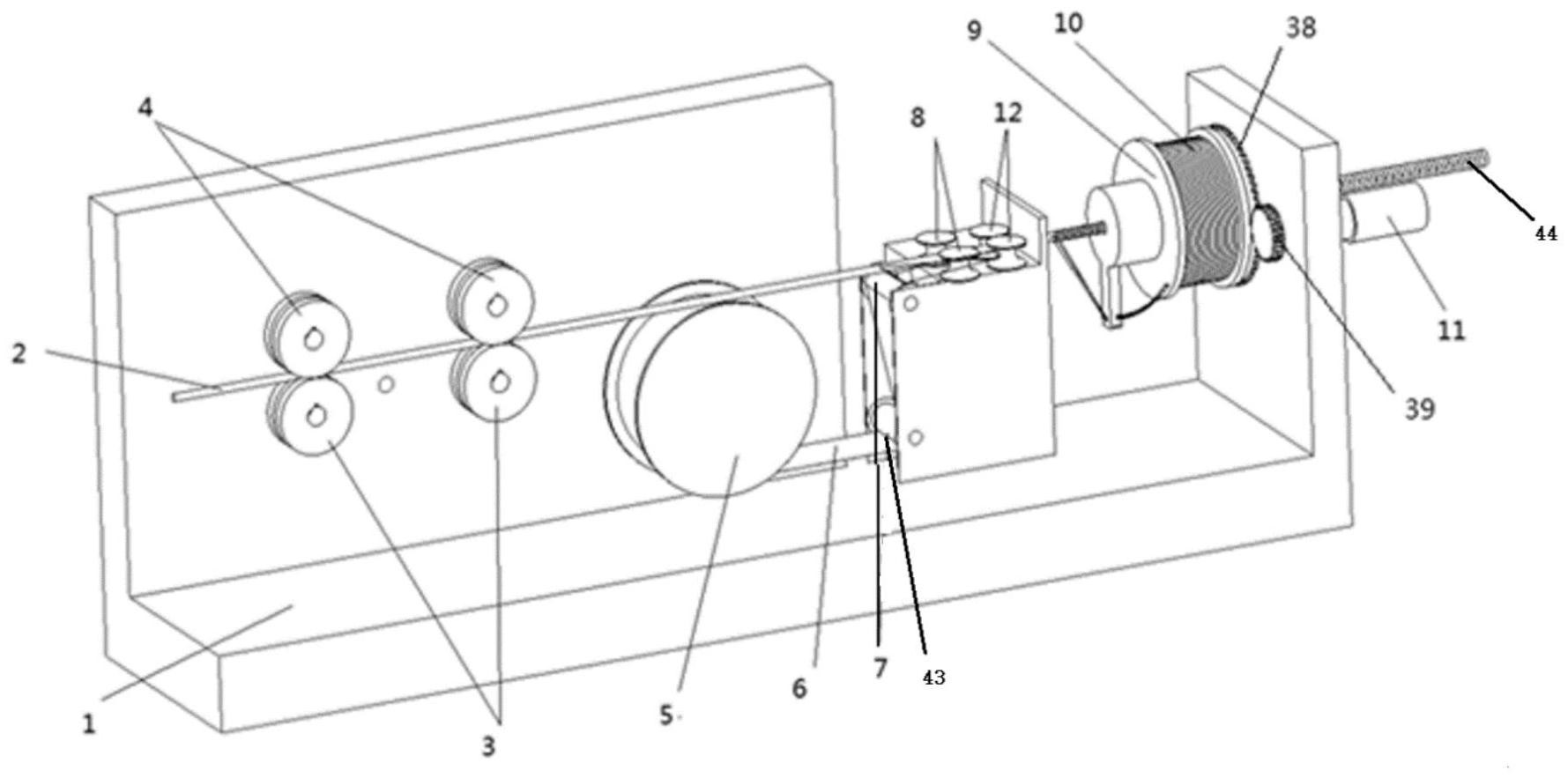
本发明属于薄壁管预成型技术领域,具体涉及一种开口薄壁管的预成型装置,包括:底座(1)、芯轴(2)、多个主动进给轮(3)、多个被动进给轮(4)、带材安装轮(5)、扁平状带材(6)、第一张紧轮(7)、第二张紧轮(43)、多个第一过渡轮(8)、多个第二过渡轮(12)、旋转轮(9)、线绳(10) 全部
背景技术:
开口薄壁管的管截面呈开口薄壁管状,可实现收拢和展开功能,其主要特征是压 平后可缠绕收拢在卷轴上,展开过程中,由扁平状变为圆管状,从而具有一定的弯曲刚度, 常应用于单极和双极天线绳、重力梯度稳定杆、传感器或相机的支撑臂、太阳帆的展开支撑 系统上。 目前,现有的开口薄壁管的材料通常为金属,因此需要通过热处理定型。而在热处 理定型前,需要有预成型的过程,也就是将扁平状的带材可靠地卷在芯轴外侧,之后才能进 行高温热处理定型。 目前,常用的预成型方法为:采用两个预成型模具——内模和外模;其中,内模是 一根圆柱管,外模为空心圆柱管;预成型过程如下: 首先,将扁平状带材手动卷一部分在内模上,使扁平状带材呈圆筒状,形成圆筒状 带材; 然后,将内模和圆筒状带材一起插入外模的中空处,边插入边继续手动在内模上 手动卷入扁平状带材,直至所有的扁平状带材均插入外模的中空处。 但是,上述手动预成型的方法做出来的开口薄壁管通常仅仅适合1米以内的较短 长度的薄壁管,无法制作出1米以上的较长的薄壁管;而且由于插入外模的插入力是通过手 动实现的,该插入力并不是均匀的,不均匀的插入力常常会在薄壁管的开口处产生褶皱,在 使用过程中较易产生裂纹而损坏,降低使用寿命,增加成本。
技术实现要素:
为解决现有技术存在上述缺陷,本发明提出了一种开口薄壁管的预成型装置,该 预成型装置主要用于在热处理定型前,是热处理定型前的一个预成型过程,具有自动化生 产,可以连续、高效、高质量地生产出1米以上的开口薄壁管的预成型件。 本发明提供的一种开口薄壁管的预成型装置,其包括:底座、芯轴、多个主动进给 轮、多个被动进给轮、带材安装轮、扁平状带材、第一张紧轮、第二张紧轮、多个第一过渡轮、 多个第二过渡轮、旋转轮、线绳、旋转电机、第二大齿轮、第二小齿轮、多个第一小齿轮、第一 大齿轮和进给电机; 所述底座上设有第一立板、第二立板和第一立柱;所述第一立板上设有第一安装 孔、多个第二安装孔、多个第三安装孔和第四安装孔;每个第二安装孔对应地设置在每个第 三安装孔之上,第一安装孔位于第二安装孔和第三安装孔之间,第四安装孔位于第三安装 孔的一侧; 将每个被动进给轮对应的安装在两个第二安装孔内,且每个被动进给轮可绕设置 4 CN 111570560 A 说 明 书 2/7 页 在第二安装孔上的轴转动;主动进给轮与第一小齿轮分别设置在第一立板的两侧,且每个 主动进给轮与对应的每个第一小齿轮同轴安装在第三安装孔上;第一大齿轮安装在第一安 装孔上,且第一大齿轮可绕设置在第一安装孔上的轴转动;第一大齿轮分别与设置在两侧 的第一小齿轮相互啮合,进给电机安装在其中一个第一小齿轮上;带材安装轮安装在第四 安装孔上,且带材安装轮可绕设置在第四安装孔上的轴转动,带材安装轮上卷入扁平状带 材; 所述第二立板上并行设有第三通孔和第六安装孔;旋转电机和第二小齿轮位于第 二立板的两侧,且旋转电机和第二小齿轮同轴安装在第六安装孔上,第二大齿轮安装在第 三通孔上,且第二大齿轮可绕设置在第三通孔上的轴转动,第二大齿轮与第二小齿轮相互 啮合,第二大齿轮上安装旋转轮,且其可与第二大齿轮同轴转动,旋转轮上布设线绳; 所述第一立柱的一侧向上延伸出第一延伸段,第一延伸段上设有第一通孔;与第 一立柱的一侧相邻的一侧向外延伸出第二延伸段,第一张紧轮的两端分别对应地安装在第 一延伸段和第二延伸段上,第二张紧轮的两端分别对应地安装在第一延伸段和第二延伸段 上;第二张紧轮位于第一张紧轮之上;第一立柱的顶部上并行设有多个第八安装孔和第九 安装孔;每个第一过渡轮对应地安装在每个第八安装孔,每个第二过渡轮对应地安装在每 个第九安装孔; 芯轴依次穿过第三通孔、第二大齿轮、旋转轮、第一通孔、第二过渡轮、第一过渡 轮、带材安装轮、主动进给轮和被动进给轮。 作为上述技术方案的改进之一,所述第二立板竖直固定在底座的端部,第一立板 竖直固定在底座的一侧,且靠近底座的另一端端部;第一立柱固定在底座上,且位于第一立 板与第一立板之间。 作为上述技术方案的改进之一,主动进给轮和被动进给轮均为滚轮结构;该滚轮 结构的外圆周上设有半圆形槽;半圆形槽的半径比芯轴的半径小0.05~0.2mm。 作为上述技术方案的改进之一,所述带材安装轮为滚轮结构,且该滚轮结构的两 端增设第一凸缘,第一凸缘的直径大于该滚轮结构的直径;该滚轮结构的外圆周为直圆柱 轴。 作为上述技术方案的改进之一,所述第一过渡轮和第二过渡轮均为滚轮结构,该 滚轮结构的两端设有第二凸缘,第二凸缘的直径大于该滚轮结构的直径;该滚轮结构的外 圆周为圆弧轴。 作为上述技术方案的改进之一,所述旋转轮为滚轮结构,该滚轮结构的两端分别 设有第三凸缘,滚轮结构的一端上设有的第三凸缘上向外增设圆台结构,并在该圆台结构 上增设走线绳柱,该走线绳柱上开有走线绳孔,用于将线绳穿过走线绳孔,缠绕在芯轴上, 并固定在扁平状带材的一端;该滚轮结构的外圆周为直圆柱轴。 作为上述技术方案的改进之一,所述第二安装孔与第三安装孔的间距等于主动进 给轮的直径;第一安装孔与第三安装孔的间距等于第一大齿轮的半径与第一小齿轮的半径 之和。 作为上述技术方案的改进之一,所述第八安装孔的间距大于第九安装孔的间距。 作为上述技术方案的改进之一,所述扁平状带材的厚度为0.02~0.2mm;扁平状带 材采用不锈钢或铍青铜材料制成。 5 CN 111570560 A 说 明 书 3/7 页 本发明与现有技术相比的有益效果是: 本发明的装置可以自动实现开口薄壁管的预成型,仅用一个芯轴作为内模,将薄 壁管卷在芯轴上,然后用线绳在外侧进行缠绕固定,即可实现预定型,预定型后的开口薄壁 管可通过高温热处理定型;本发明的装置可适用于任意长度的开口薄壁管的预成型,尤其 适合较长薄壁管的预成型,同时具有高质量、高效率的特点。 附图说明 图1是本发明的一种开口薄壁管的预成型装置的结构示意图; 图2是图1的本发明的一种开口薄壁管的预成型装置的底座的结构示意图; 图3是图1的本发明的一种开口薄壁管的预成型装置的主动进给轮/被动进给轮的 结构示意图; 图4是图1的本发明的一种开口薄壁管的预成型装置的带材安装轮的结构示意图; 图5是图1的本发明的一种开口薄壁管的预成型装置的第一过渡轮/第二过渡轮的 结构示意图; 图6是图1的本发明的一种开口薄壁管的预成型装置的旋转轮的结构示意图; 图7是图1的本发明的一种开口薄壁管的预成型装置的背面的结构示意图。 附图标记: 1、底座2、芯轴 3、主动进给轮4、被动进给轮 5、带材安装轮6、扁平状带材 7、第一张紧轮8、第一过渡轮 9、旋转轮10、线绳 11、旋转电机12、第二过渡轮 13、第一立板14、第一安装孔 15、第二安装孔16、第三安装孔 17、第四通孔18、第七安装孔 19、第一立柱20、第八安装孔 21、第九安装孔22、第三通孔、 23、第二立板24、第六安装孔 25、半圆形槽26、第十安装孔 27、第一凸缘28、第十一安装孔 29、第一通孔30、第一圆弧轴 31、第二凸缘32、第十二安装孔 33、第二通孔34、第三凸缘 35、走线绳孔36、走线绳柱 37、圆柱轴38、第二大齿轮 39、第二小齿轮40、第一小齿轮 41、第一大齿轮42、进给电机 43、第二张紧轮44、预成型件 6 CN 111570560 A 说 明 书 4/7 页











