
技术摘要:
本发明公开了中央空调用水管接头及其制造方法,包括管体和保护管套,管体的外侧面设有六角螺母,六角螺母的外侧面设有连接板,连接板的顶面和底面均焊接有支撑板,支撑板和保护管套焊接固定。该方法包括:a、一体铸造成型水管接头加工段;b、装配下压装置;c、装配水管 全部
背景技术:
空调室内机的蒸发器输入输出管组件由管路与空调管接头焊接而成,其中,空调 管接头的材质为黄铜,管路的材质为紫铜,紫铜与黄铜为两种不同的材质,同时,由于空调 管接头本身结构不合理,导致焊接可靠性大大降低。现有的空调室内机的空调管接头的焊 漏现象较多,且空调管接头在焊接过程中,空调管接头本体已经融化,但其钎料仍未完全熔 化渗透,致使部分焊接处存在虚焊。 针对上述技术问题,中国专利于2014 .12 .24公开了名称为空调管接头(专利号: CN201420839126.3)的实用新型专利,克服了其焊接管与外部管路焊接后出现虚焊和裂缝 的问题。 现有技术为了进一步提高接头的整体性,一般将管体和六角螺母一体铸造成型, 提高了密封性。但是管体和外部管道螺纹连接时,管体和外部管道之间的连接处易受到外 力影响,导致管体和外部管道之间的连接处密封性降低。
技术实现要素:
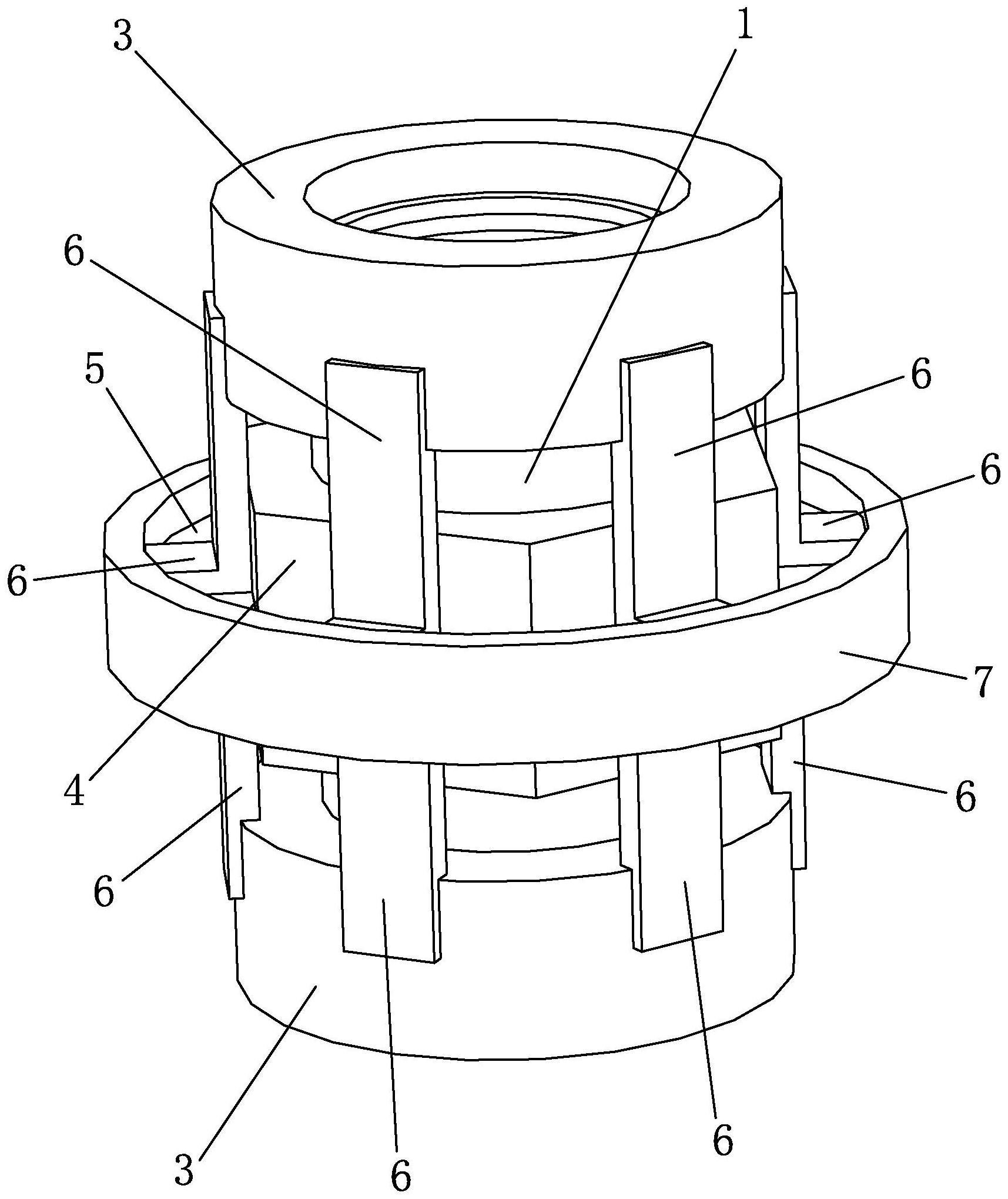
本发明目的在于解决现有技术中存在的上述不足,提供中央空调用水管接头及其 制造方法,在管体的管口处套设保护管套,使得管口和管道的连接处设于保护管套中,保护 管套对管口和管道的连接处起到外部保护作用,降低管体和外部管道之间的连接处受外部 因素影响,保证管体和外部管道之间连接处的密封性;同时保护管套的固定点设置在六角 螺母的表面上,避免对管体自身结构的破坏;而且六角螺母的每个外侧面对应一块支撑板, 使得保护管套和六角螺母之间均匀设置六块支撑板,使得保护管套受力均匀,同时提高保 护管套的受力能力,增加管体和外部管道之间的稳定性。 在制造过程中,由于六角螺母的每个外侧面对应一块支撑板,就需要确保每一块 支撑板设置在六角螺母的每个外侧面的相同位置处,而且外环板的顶面伸出连接板的顶 面,外环板的底面伸出连接板的底面,导致支撑板和连接板之间的焊缝长度较短,进而导致 支撑板和连接板之间的焊接强度降低,且焊接操作不易进行。针对该技术问题,本发明对管 体、六角螺母和连接板一体铸造成型,便于管体、六角螺母和连接板进行有效连接,同时提 高整体性和密封性;再采用气缸驱动下压板,能将支撑板定位在下压板底部的限位槽中,由 于后期重复气缸上下运动,而电机配合六角螺母的形状转动60°,使得下压板能控制每块支 撑板均设置在六角螺母侧面的设定位置处,可在六角螺母上均匀设置六块支撑板;本发明 先设置支撑板,再在连接板的外侧设置外环板,使得连接板的两端面具有足够的操作空间, 可将支撑板露出下压板的部分进行单边焊接,快速将支撑板和六角螺母的连接处采用焊缝 满焊,同时快速将支撑板和连接板的连接处采用焊缝满焊,保证焊缝的长度,提高支撑板在 4 CN 111609228 A 说 明 书 2/7 页 六角螺母、连接板上的焊接强度,而且先采用单边焊接,使得支撑板临时固定在六角螺母和 连接板之间,确定支撑板的位置,避免支撑板出现位置偏移情况,再对支撑板补焊,对支撑 板和六角螺母的另一连接处采用焊缝焊接,同时将支撑板和连接板的另一连接处采用焊缝 焊接,完成支撑板在六角螺母、连接板上的焊接工作,提高焊接质量和焊接精度。由于支撑 板均匀焊接在六角螺母和连接板之间后,可根据支撑板的位置,在连接板的外侧焊接外环 板,再将保护管套焊接在支撑板顶部的安装缺口中,克服了水管接头设置外环板而导致支 撑板的焊缝长度不足,焊接难度增加的问题。 为了解决上述技术问题,本发明采用如下技术方案: 中央空调用水管接头,包括管体,管体的两端设有用于连接管道的管口,其特征在 于:还包括两个保护管套,保护管套套在管口的外侧上,管口和管道的连接处设于保护管套 中,管体的外侧面设有六角螺母,六角螺母的外侧面设有呈圆形的连接板,连接板的顶面和 底面均焊接有支撑板,支撑板和保护管套焊接固定,六角螺母的每个外侧面对应一块支撑 板,六角螺母的外侧面和支撑板焊接固定。本发明在管体的管口处套设保护管套,使得管口 和管道的连接处设于保护管套中,保护管套对管口和管道的连接处起到外部保护作用,降 低管体和外部管道之间的连接处受外部因素影响,保证管体和外部管道之间连接处的密封 性;同时保护管套的固定点设置在六角螺母的表面上,避免对管体自身结构的破坏;而且六 角螺母的每个外侧面对应一块支撑板,使得保护管套和六角螺母之间均匀设置六块支撑 板,使得保护管套受力均匀,同时提高保护管套的受力能力,增加管体和外部管道之间的稳 定性。 进一步,管体、六角螺母和连接板为一体铸造成型结构,提高整体性和密封性。 进一步,连接板的外侧焊接有呈圆形的外环板,外环板的顶面伸出连接板的顶面, 外环板的底面伸出连接板的底面,外环板可对支撑板和连接板之间的连接处起到保护作 用。 进一步,支撑板的底部外侧面为圆弧面,支撑板的底部外侧面焊接在外环板的内 侧上,使得支撑板和外环板固定连接,提高支撑板的受力能力。 进一步,支撑板的顶部设有安装缺口,保护管套焊接在安装缺口中。由于保护管套 为圆管结构,不方便对其进行切割作用,因此针对保护管套的结构,在支撑板的顶部切割得 到安装缺口,便于保护管套和支撑板的快速焊接固定。 进一步,支撑板的外侧面焊接有外侧加强板,外侧加强板的两侧部设有连接斜面, 处于同一圆周上的相邻两个外侧加强板的连接斜面相互紧贴并焊接固定。使得处于同一圆 周上外侧加强板连接成整体,防止保护管套出现变形。 中央空调用水管接头的制造方法,其特征在于包括如下步骤: a、在加工厂将管体、六角螺母和连接板一体铸造成型,得到水管接头加工段。 b、装配下压装置:采用下压装置对支撑板进行定位,该下压装置包括气缸和下压 板,将两块下压板通过螺丝对称固定在气缸底部的固定板底部上,再将气缸通过螺丝固定 在机体上。 c、装配水管接头加工段:在电机的转动盘上安装装配装置,电机固定在机体上,将 装配装置的装配盘和转动盘通过螺丝固定连接,再将水管接头加工段的管体一端的管口螺 纹连接到装配装置的装配轴上,此时下压板设置在水管接头加工段的上方,下压板和水管 5 CN 111609228 A 说 明 书 3/7 页 接头加工段的六角螺母的处于上方的侧面平行。 d、单边焊接支撑板: (1)开起气缸,气缸控制下压板向下移动设定距离,再在水管接头加工段的六角螺 母的处于上方的侧面上设置两块支撑板,两块支撑板对称放置,将支撑板卡入到下压板底 部的限位槽中,并将支撑板的底面和水管接头加工段的连接板的侧面紧贴,此时支撑板定 位在下压板底部的限位槽中。 (2)将支撑板露出下压板的部分进行单边焊接,将支撑板和六角螺母的连接处采 用焊缝焊接,同时将支撑板和连接板的连接处采用焊缝焊接,回复气缸,此时下压板回到起 始位置。 (3)控制电机转动60°,此时水管接头加工段转动60°,重复步骤(1)和步骤(2),在 六角螺母的第二个侧面上单边焊接支撑板。 (4)重复步骤(3),对六角螺母剩余的侧面进行单边焊接支撑板。 e、对支撑板补焊:当下压板回到起始位置时,对支撑板和六角螺母的另一连接处 采用焊缝焊接,同时将支撑板和连接板的另一连接处采用焊缝焊接。 f、打磨支撑板的底部外侧面和连接板的侧面: (1)将下压板和气缸底部的固定板之间的螺丝拧出,拆出下压板。 (2)将打磨盘通过螺丝固定在气缸底部的固定板底部上。 (3)开起气缸,气缸控制打磨盘向下移动设定距离,此时打磨盘贴附在连接板的侧 面上,打磨盘相当于连接板的切面,再开启电机,电机带动水管接头加工段转动,此时打磨 盘对支撑板的底部外侧面和连接板的侧面进行打磨,使得支撑板的底部外侧面和连接板的 侧面齐平,得到水管接头加工支撑段。 g、取出水管接头加工支撑段: (1)将打磨盘和气缸底部的固定板之间的螺丝拧出,拆出打磨盘。 (2)转动整个水管接头加工支撑段,将水管接头加工支撑段从装配装置的装配轴 上转出。 h、在连接板的外侧焊接呈圆形的外环板,再将支撑板的底部外侧面和外环板的内 侧焊接。 i、将保护管套焊接在支撑板顶部的安装缺口中,得到水管接头。 本发明由于采用了上述技术方案,具有以下有益效果: 1、在管体的管口处套设保护管套,使得管口和管道的连接处设于保护管套中,保 护管套对管口和管道的连接处起到外部保护作用,降低管体和外部管道之间的连接处受外 部因素影响,保证管体和外部管道之间连接处的密封性;同时保护管套的固定点设置在六 角螺母的表面上,避免对管体自身结构的破坏;而且六角螺母的每个外侧面对应一块支撑 板,使得保护管套和六角螺母之间均匀设置六块支撑板,使得保护管套受力均匀,同时提高 保护管套的受力能力,增加管体和外部管道之间的稳定性。 2、在制造过程中,由于六角螺母的每个外侧面对应一块支撑板,就需要确保每一 块支撑板设置在六角螺母的每个外侧面的相同位置处,而且外环板的顶面伸出连接板的顶 面,外环板的底面伸出连接板的底面,导致支撑板和连接板之间的焊缝长度较短,进而导致 支撑板和连接板之间的焊接强度降低,且焊接操作不易进行。 6 CN 111609228 A 说 明 书 4/7 页 针对该技术问题,本发明对管体、六角螺母和连接板一体铸造成型,便于管体、六 角螺母和连接板进行有效连接,同时提高整体性和密封性。 再采用气缸驱动下压板,能将支撑板定位在下压板底部的限位槽中,由于后期重 复气缸上下运动,而电机配合六角螺母的形状转动60°,使得下压板能控制每块支撑板均设 置在六角螺母侧面的设定位置处,可在六角螺母上均匀设置六块支撑板。 本发明先设置支撑板,再在连接板的外侧设置外环板,当设置支撑板时,使得连接 板的两端面具有足够的操作空间,可将支撑板露出下压板的部分进行单边焊接,快速将支 撑板和六角螺母的连接处采用焊缝满焊,同时快速将支撑板和连接板的连接处采用焊缝满 焊,保证焊缝的长度,提高支撑板在六角螺母、连接板上的焊接强度。 本发明先采用单边焊接,使得支撑板临时固定在六角螺母和连接板之间,确定支 撑板的位置,避免支撑板出现位置偏移情况,再对支撑板补焊,对支撑板和六角螺母的另一 连接处采用焊缝焊接,同时将支撑板和连接板的另一连接处采用焊缝焊接,完成支撑板在 六角螺母、连接板上的焊接工作,提高焊接质量和焊接精度。 本发明通过打磨盘打磨支撑板的底部外侧面和连接板的侧面,使得支撑板的底部 外侧面和连接板的侧面齐平,便于后期安装外环板。而且气缸底部的固定板既能安装下压 板,又能安装打磨盘,无需改变水管接头加工段的位置,就能加工得到水管接头加工支撑 段。 由于支撑板均匀焊接在六角螺母和连接板之间后,可根据支撑板的位置,在连接 板的外侧焊接外环板,再将保护管套焊接在支撑板顶部的安装缺口中,确保了外环板和保 护管套的安装位置,克服了水管接头设置外环板而导致支撑板的焊缝长度不足,焊接难度 增加的问题。 附图说明 下面结合附图对本发明作进一步说明: 图1为本发明中中央空调用水管接头实施例一的结构示意图; 图2为实施例一中管体、六角螺母和连接板一体铸造成型的结构示意图; 图3为实施例一中支撑板和保护管套焊接固定连接的结构示意图; 图4为实施例一设置管道时的结构示意图; 图5为实施例一中支撑板的结构示意图; 图6为本发明中中央空调用水管接头实施例二的结构示意图; 图7为施例二中支撑板和保护管套焊接固定连接的结构示意图; 图8为施例二中支撑板的结构示意图; 图9为本发明处于装配水管接头加工段时的结构示意图; 图10为本发明中下压板的结构示意图; 图11为本发明处于单边焊接支撑板时的结构示意图; 图12为本发明处于对支撑板补焊时的结构示意图; 图13为本发明处于打磨支撑板的底部外侧面和连接板的侧面时的结构示意图。 图14为本发明处于取出水管接头加工支撑段时的结构示意图; 图15为本发明处于焊接外环板后的结构示意图; 7 CN 111609228 A 说 明 书 5/7 页 图16为本发明处于焊接保护管套后的结构示意图。 图中,1-管体;2-管口;3-保护管套;4-六角螺母;5-连接板;6-支撑板;7-外环板; 8-安装缺口;9-管道;10-外侧加强板;11-连接斜面;12-机体;13-气缸;14-固定板;15-下压 板;16-电机;17-转动盘;18-装配盘;19-装配轴;20-限位槽;21-打磨盘。











