
技术摘要:
本发明提供一种气体质量流量控制器及其流量标定方法,该气体质量流量控制器中的流量标定装置包括标定腔、第一流量调节阀和第一状态检测单元,标定腔的输入端和输出端分别与第一气体管路的输出端和第二气体管路的输入端连接;第一状态检测单元用于检测标定腔中的气体状 全部
背景技术:
气体质量流量控制器(Mass Flow Controller,以下简称MFC)用于对气体质量流 量进行精密测量及控制。MFC主要由分流器、流量检测传感器、流量控制装置以及控制装置 等组成。流量检测传感器对气体管路中的流量进行检测,并发出流量模拟信号,该信号经过 信号放大处理、A/D转换,转换为控制装置可处理的数字信号;控制装置根据该数字信号以 及用户设定的流量值,控制流量控制装置的开度,以达到精确控制气体流量的目的。 MFC在工作一段时间后,因为受到环境、气体或者意外因素的影响,精度会发生变 化,经过一段时间的积累,会使MFC的精度超过产品的技术指标,在这种情况下继续使用,会 影响产品质量甚至不可用。针对这种情况,就需要对MFC进行标定,但是,目前用户只能从设 备拆除MFC进行返厂维修,导致设备停工,而且返厂过程中会存在很多不确定因素,从而影 响经济效益,浪费大量时间。此外,现有的MFC标定方法不仅运算复杂,而且标定的实时性与 准确性较差。而且,MFC需要在稳定的压力条件下工作,一旦压力超出MFC的压力工作范围或 者压力波动过大,MFC都不能可靠工作,因此,气路需要单独配置减压器,但是,这不仅增加 了成本,而且还会占用空间资源,特别是对空间十分宝贵的半导体设备。
技术实现要素:
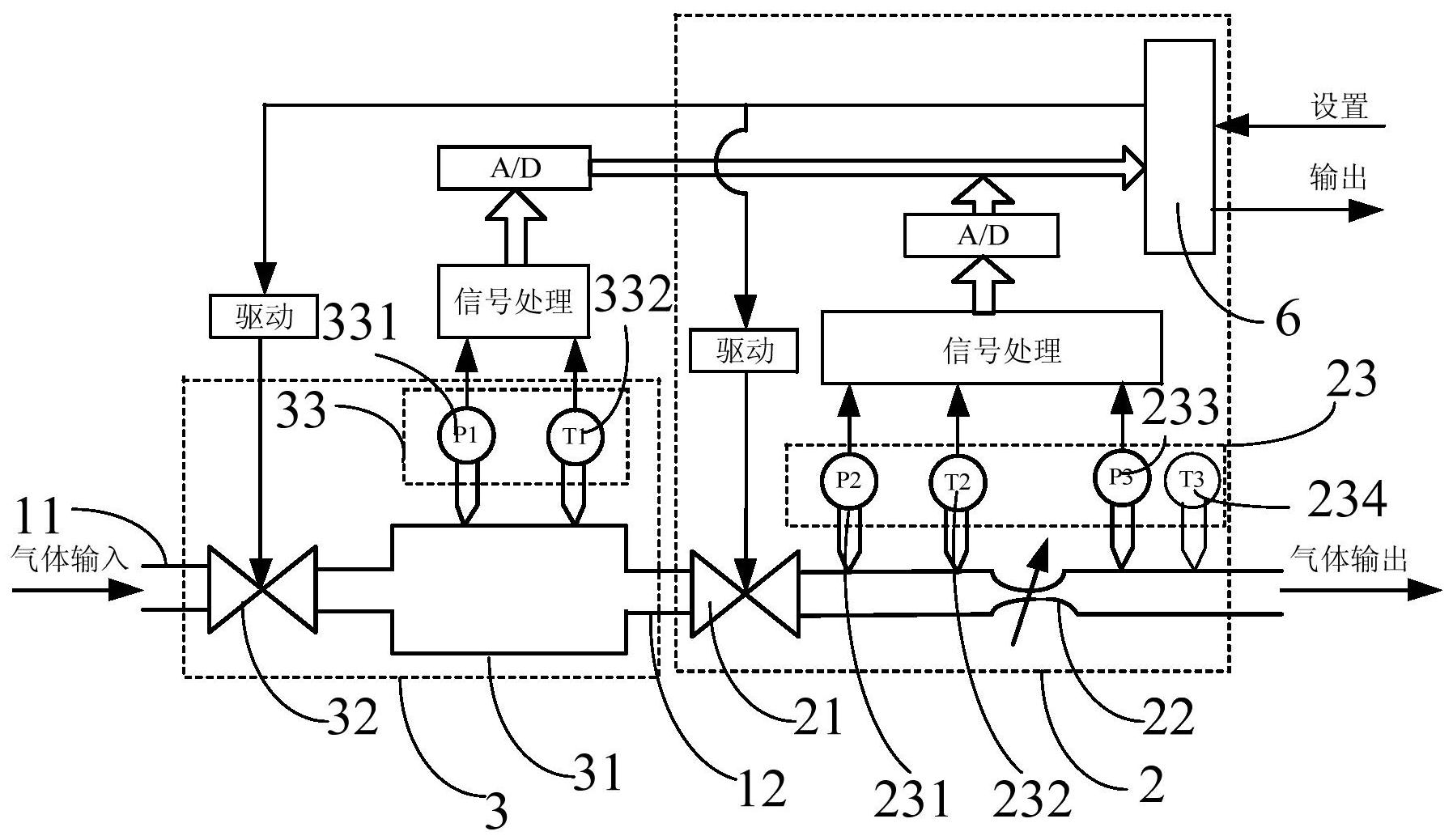
本发明旨在至少解决现有技术中存在的技术问题之一,提出了一种气体质量流量 控制器及其流量标定方法,其不仅可以对MFC进行流量标定,且算法简单、实时性与准确性 较好,而且还可以用作MFC的减压器,以避免MFC的压力超出压力工作范围或者压力波动过 大。另外,无需返厂维修,从而提高了经济效益。 为实现上述目的,本发明提供了一种气体质量流量控制器,包括第一气体管路、第 二气体管路、流量控制装置、流量标定装置和控制单元,所述流量标定装置包括标定腔、第 一流量调节阀和第一状态检测单元,其中, 所述标定腔的输入端和输出端分别与所述第一气体管路的输出端和第二气体管 路的输入端连接; 所述第一状态检测单元用于检测所述标定腔中的气体状态; 所述第一流量调节阀设置在所述第一气体管路上; 所述流量控制装置设置在所述第二气体管路上,用于检测所述第二气体管路中的 气体状态以及调节所述第二气体管路中的气体流量; 所述控制单元用于根据所述标定腔中的气体状态以及所述流量控制装置检测到 的所述第二气体管路中的气体状态进行计算,以获得所述流量控制装置的流量标定值和流 量检测值,并基于所述流量标定值和流量检测值进行流量标定。 4 CN 111579013 A 说 明 书 2/9 页 可选的,所述第一状态检测单元包括: 第一压力传感器,用于检测所述标定腔中的压力; 第一温度传感器,用于检测所述标定腔中的温度。 可选的,所述标定腔包括连接在所述第一气体管路和第二气体管路之间的一段管 路;或者,所述标定腔包括一空腔,所述第一气体管路和第二气体管路的直径均小于所述空 腔的直径。 可选的,所述流量控制装置包括第二流量调节阀、节流元件和第二状态检测单元, 其中, 所述第二流量调节阀设置在所述第二气体管路上; 所述节流元件设置在所述第二气体管路上,且位于所述第二流量调节阀的后端; 所述第二状态检测单元用于分别检测所述第二气体管路中位于所述节流元件的 前端和后端的气体状态。 可选的,所述第二状态检测单元包括: 第二压力传感器,用于检测所述第二气体管路中位于所述节流元件的前端的压 力; 第二温度传感器,用于检测所述第二气体管路中位于所述节流元件的前端的温 度; 第三压力传感器,用于检测所述第二气体管路中位于所述节流元件的后端的压 力; 第三温度传感器,用于检测所述第二气体管路中位于所述节流元件的后端的温 度。 可选的,所述节流元件包括可调节流元件。 可选的,所述第一流量调节阀和所述第二流量调节阀均包括电磁阀或者压电阀。 作为另一个技术方案,本发明还提供一种流量标定方法,采用本发明提供的气体 质量流量控制器进行流量标定;所述流量标定方法包括以下步骤: S1、开启所述第一流量调节阀,以通过所述第一气体管路将气体输送至所述标定 腔中,直至所述标定腔中的气体状态稳定在预设值时,关闭所述第一流量调节阀; S2、开启所述流量控制装置,以使所述标定腔中的气体按指定流量流入所述第二 气体管路,并利用第一状态检测单元检测所述标定腔中的气体状态,以及利用所述流量控 制装置在各单位时间内检测所述第二气体管路中的气体状态; S3、根据在各所述单位时间内,所述标定腔中的气体状态以及所述流量控制装置 检测到的所述第二气体管路中的各气体状态进行计算,以获得所述流量控制装置的流量标 定值和流量检测值,并基于在各所述单位时间内所述流量标定值和流量检测值,进行流量 标定。 可选的,采用权利要求5所述的气体质量流量控制器;所述步骤S2,进一步包括: 利用所述第一压力传感器和第一温度传感器在各所述单位时间内分别检测并记 录所述标定腔中的第一压力值和第一温度值; 利用所述第二压力传感器在各所述单位时间内检测并记录所述第二气体管路中 位于所述节流元件的前端的第二压力值; 5 CN 111579013 A 说 明 书 3/9 页 利用所述第二温度传感器在各所述单位时间内检测所述第二气体管路中位于所 述节流元件的前端的第二温度值; 利用所述第三压力传感器在各所述单位时间内检测所述第二气体管路中位于所 述节流元件的后端的第三压力值; 利用所述第三温度传感器在各所述单位时间内检测所述第二气体管路中位于所 述节流元件的后端的第三温度值; 所述步骤S4包括: S41、根据在各所述单位时间内所述第一压力值、第二压力值、第一温度值和第二 温度值进行计算,以获得所述流量控制装置的流量标定值; S42、根据在各所述单位时间内所述第二压力值、第三压力值、第二温度值和第三 温度值进行计算,以获得所述流量控制装置的流量检测值; S43、基于在各所述单位时间内所述流量标定值和流量检测值,进行流量标定。 可选的,所述步骤S41中,在各所述单位时间内,所述流量控制装置的流量标定值 满足下述公式: 其中,Q为所述流量控制装置的流量标定值;P1为所述第一压力值;P2为所述第二 压力值;T1为所述第一温度值;T2为所述第二温度值;V为所述标定腔的体积;M为所述标定 腔中的气体的摩尔质量;Δt为所述单位时间;R为通用气体常数。 可选的,所述步骤S43,包括: S431、计算在各所述单位时间内所述流量标定值与流量检测值的差值的绝对值, 并判断所有的所述差值的绝对值中的最大值是否大于预设阈值,若是,则进行步骤S432; S432、采用线性拟合或多项式拟合的方式计算获得所述第二流量调节阀的流量校 正值。 可选的,在所述步骤S3中,所述第二流量调节阀的开度范围为流量满量程所对应 开度的十分之一至所述流量满量程所对应开度的五十分之一。 本发明的有益效果: 本发明提供的气体质量流量控制器及其流量标定方法的技术方案,其通过在第一 气体管路和第二气体管路之间设置标定腔,并在第一气体管路上设置第一流量调节阀以及 利用第一状态检测单元检测上述标定腔中的气体状态,可以对MFC进行流量标定,具体的, 根据标定腔中的气体状态以及设置在第二气体管路上的流量控制装置检测到的第二气体 管路中的气体状态,控制单元可以计算获得流量控制装置的流量标定值和流量检测值,并 基于流量标定值和流量检测值进行流量标定,这种标定方法的运算简单,而且实时性与准 确性较好。此外,通过利用上述第一流量调节阀控制标定腔中的压力,以使其保持在恒定 值,可以使标定腔用作MFC的减压器,从而可以避免MFC的压力超出压力工作范围或者压力 波动过大;而且,由于无需单独配置减压器,这不仅降低了成本,而且还节省了占用空间。 另外,本发明提供的气体质量流量控制器集成有流量标定装置,这不仅可以更方 便地实现对气体质量流量控制器进行实时在线标定,从而可以对气体质量流量控制器的精 度状态进行在线监控,保证其始终处于良好的工作状态;而且,在气体质量流量控制器出现 6 CN 111579013 A 说 明 书 4/9 页 精度误差时,无需返厂维修,从而提高了经济效益。 附图说明 图1为本发明第一实施例提供的气体质量流量控制器的结构图; 图2为本发明第二实施例提供的气体质量流量控制器的结构图; 图3为本发明第三实施例提供的流量标定方法的流程框图; 图4为本发明第四实施例提供的流量标定方法的流程框图。











