
技术摘要:
本发明公开了一种激光同轴送粉增材制造铝合金粉末及其在修复5系铝合金中的应用,按照质量百分比,由以下组份组成:Si:0.4~1.5wt%,Mg:0.5~5.0wt%,Cu:0.15~0.8wt%,Mn:0.05~0.9wt%,Zn:0.15~0.7wt%,Cr:0.01~1.0wt%,Ti:0.2~1.2wt%,Fe:0.1~2.0 全部
背景技术:
5xxx铝合金拥有中高等的强度以及良好的焊接性能、耐腐蚀性能,在交通运输和 结构工程专业有着广泛应用,比如桥梁、航空发动机零件以及机身蒙板、运输船、起重机。近 年来,随着国内外科技工业技术的发展,为了减轻机械本身的重量,铝合金逐渐代替了钢铁 材料。但是,铝合金在服役过程中往往会由于外界大的应力作用的影响,包括表面摩擦以及 往复的卸载和加载作用导致表面疲劳,产生裂纹以及孔隙等缺陷。因此,大量研究人员通过 激光修复以及热喷涂等技术来修复铝合金表面缺陷,减少因缺陷导致的材料浪费,降低成 本。 目前Al-Mg-Sc-Zr合金粉末直接用于激光修复存在很多问题和缺陷,修复涂层柱 状晶生长明显、枝晶间存在大量孔隙以及对于较宽面积修复容易开裂,导致修复层综合强 度低,抗疲劳性能低。目前已有的研究的专利都是用于粉末床激光增材制造的Al-Mg-Sc合 金粉末,直接用于激光同轴送粉增材制造,极易出现力学性能低下、裂纹等问题。因为粉末 床增材制造与送粉增材制造属于不同类型的增材制造方法,前者冷却速度快,晶粒不易长 大,力学性能高;但是后者晶粒易于长大,析出相较粗大。在公开号为CN109175350A的专利 中公开了一种用于增材制造的Al-Mg-Mn-Sc-Zr铝合金粉末及其制备方法,其通过添加Sc和 Zr元素来增强Al-Mg合金,虽然铝合金强度达到了450MPa,但是难避免在打印过程中会出现 裂纹孔洞等缺陷,并且很难消除其与基体材料之间的各向异性。更进一步而言,上述铝合金 粉末配方很难用于同轴送粉修复的工艺,因为在修复过程中,修复涂层柱状晶生长明显、存 在孔洞,用于大面积修复时非常容易开裂。在公开号为CN107881382A的专利中公开了一种 增材制造专用稀土改性高强铝合金粉体,该配方主要通过添加不同的稀土元素来优化Al- Mg合金体系来增加在增材制造工艺下合金强度,但是强度依然低于300MPa,主要是忽视其 他元素对合金强度提高的协同作用,该体系打印的零部件依然会存在各向异性以及柱状晶 占比大的情况。
技术实现要素:
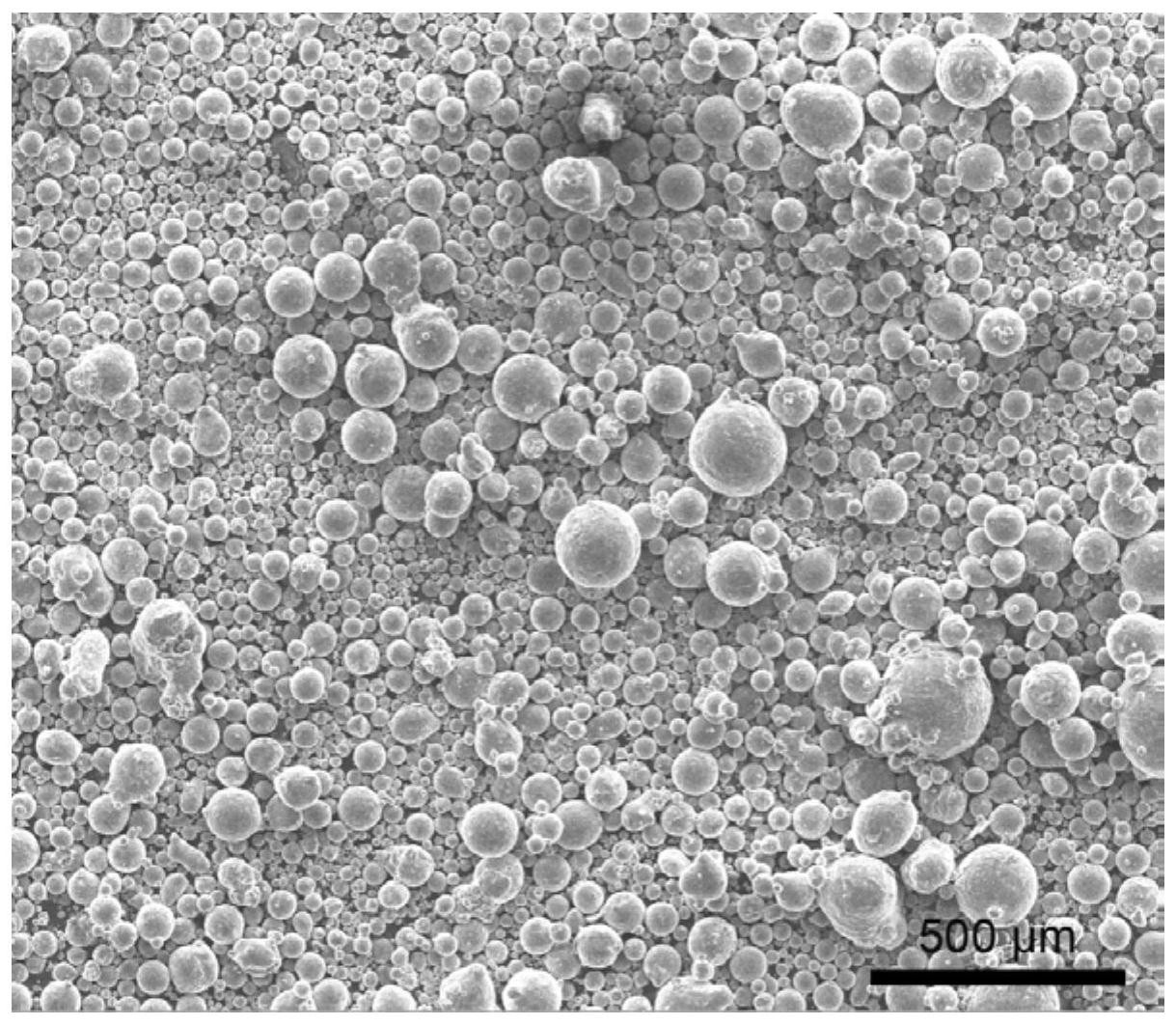
本发明的目的是提供一种综合性能优越、较宽面积修复无裂纹无孔隙、晶粒组织 细小无明显柱状晶以及耐疲劳、抗冲击性优良、具有优越熔覆性能的激光同轴送粉增材制 造铝合金粉末及其在修复5系铝合金中的应用。 本发明这种激光同轴送粉增材制造铝合金粉末,按照质量百分比,由以下组份组 成:Si:0.4~1.5wt%,Mg:0.5~5.0wt%,Cu:0.15~0.8wt%,Mn:0.05~0.9wt%,Zn:0.15 ~0.7wt%,Cr:0.01~1.0wt%,Ti:0.2~1.2wt%,Fe:0.1~2.0wt%,Zr:0.2~2.1wt%, 3 CN 111593238 A 说 明 书 2/6 页 Sc:0.2~2.1wt%,Ni:0.15~0.65wt%,TiB2:0.2~2.5wt%,Ce:0.1~0.9wt%,余量为Al。 优选的,所述的激光同轴送粉增材制造铝合金粉末,按照质量百分比,由以下组份 组成:Si:1.2wt%,Mg:4.6wt%,Cu:0.6wt%,Mn:0.5wt%,Zn:0.55wt%,Cr:0.7wt%,Ti: 0.9wt%,Fe:1.4wt%,Zr:0.9wt%,Sc:1.8wt%,Ni:0.45wt%,TiB2:2wt%,Ce:0.65wt%, 余量为Al。 优选的,所述的激光同轴送粉增材制造铝合金粉末,按照质量百分比,由以下组份 组成:Si:1.4wt%,Mg:5.0wt%,Cu:0.7wt%,Mn:0.7wt%,Zn:0.65wt%,Cr:0.8wt%,Ti: 1 .0wt%,Fe:1 .6wt%,Zr:1 .0wt%,Sc:2 .0wt%,Ni:0 .55wt%,TiB2:2 .2wt%,Ce: 0.75wt%,余量为Al。 所述的激光同轴送粉增材制造铝合金粉末的制备方法,包括以下步骤: 1)真空熔炼 雾化:将组份中除TiB2外的金属单质按照配比,加入真空熔炼炉中, 进行熔炼,熔炼完毕后进行雾化制粉,得到初级合金粉末;2)球磨共混 干燥:向步骤1)中的 初级合金粉末中按照比例加入TiB2进行球磨共混,球磨完毕进行筛分和真空干燥后,得到激 光同轴送粉增材制造铝合金粉末。 所述步骤1)中,熔炼温度为550~650℃,炉内压力为0.6~0.7MPa;雾化气氛为氩 气,雾化气体压力3~7MPa,所制得初级合金粉末的平均粒度为100~160μm。 所述步骤2)中,球磨介质为无水乙醇,球磨转速为200rad/min,球磨时间为6~7h; 筛分后粉末的粒度为110~140μm,真空干燥温度为80~100℃,干燥时间为1~3h,真空度 为-1.0×105Pa。 一种根据上述激光同轴送粉增材制造铝合金粉末在修复5系铝合金中的应用。 根据上述的激光同轴送粉增材制造铝合金粉末修复5系铝合金的方法,包括以下 步骤: 利用三维探测5系铝合金受损位置,接着对受损部位打磨切削,再接着进行丙酮清 洗,然后通过同轴送粉激光修复。 所述的同轴送粉激光修复的工艺参数为: 激光间距为1mm; 激光能量范围为400~1000W; 激光扫描速度为400~800mm/min; 送粉速率为1000~1800mm3/min; 送粉气流量为5L/min。 本发明的原理:本发明同轴激光增材修复专用铝合金粉末材料,所述合金在传统 配方的基础上添加TiB2硬质相,消除了涂层向外生长的柱状晶组织,形成等轴晶粒,消除晶 间裂纹和孔洞的产生,同时细化组织结构和钉扎边界的移动,对修复层硬度和耐磨性能有 很大程度的提高。本发明同轴激光增材修复专用铝合金粉末材料,所述合金在传统配方的 基础上提高了Mg、Ti和Cr元素的含量,特别是Mg的含量提高至5%,以保证在该工艺下形成 元素的超饱和固溶以及Ti元素形成长程有序结构相,从而增强熔覆涂层的综合力学性能, 同时增加了Si元素的含量,在激光熔覆凝固后期形成共晶组织,用于补充快速凝固所带来 的热裂纹孔隙。本发明同轴激光增材修复专用铝合金粉末材料,所述合金在传统配方的基 础上增加了稀土元素Ce,其意义在于,Ce元素的加入具有细化第二相的作用并且呈弥散分 4 CN 111593238 A 说 明 书 3/6 页 布,使得Al3(Sc,Cr)、Mg2Si、Al5Fe(Ni,Cu)、Al3(Ni,Cu)等强化相形成纳米结构弥散相;同时 稀土元素的加入有助于细化晶粒,强化晶界,也起到了良好的脱氧作用。 本发明的有益效果: 1)根据同轴送粉工艺的特性,本发明在5系铝合金的基础上添加了Zn、Cr、Ti、Fe、 Ni、TiB2和Ce的有益元素,形成长程有序相以及孪晶相等第二相来形成元素协同强化,消除 材料各向异性,同时增加了Si元素的含量,在激光熔覆凝固后期形成共晶组织,用于补充快 速凝固所带来的热裂纹孔隙,用于补充快速凝固所带来的热裂纹孔隙。2)本发明目的在于 解决上述铝合金器件激光修复存在的问题,通过对5xxx铝合金成分进行调整和改善,提供 一种价格适中、性能优良稳定、强度高、无裂纹孔隙的铝合金激光修复用的合金粉末,以及 最优化的激光修复工艺。同时,也适用于作为其他牌号铝合金零部件的激光熔覆修复用高 强度合金粉末,应用前景广阔,可以产生重大的社会经济效益,在很大程度上降低成本。3) 本发明中的同轴激光增材修复专用高强度铝合金粉末材料,是在5系铝合金的基础上,对含 量成分进行了调整以及添加了合金基体强化元素,同时还考虑了各元素之间协同作用,使 涂层获得更加优越的综合性能。从而实现涂层在同轴送粉的工艺下获得无裂纹孔洞、均为 细小等轴晶组织、高强度、耐磨性能优越以及高的抗冲击性能的修复涂层,在根本上解决了 目前激光修复对于铝合金器件的修复存在在的问题和缺陷,包括修复涂层柱状晶生长明 显、枝晶间存在大量孔隙以及对于较宽面积修复容易开裂等问题。激光修复后,涂层部位结 合均为冶金结合,硬度最大可提高32HV0.2,抗拉强度达到320MPa,性能稳定,对于较宽面积 修复无裂纹产生。 附图说明 图1实施例1中雾化制粉的初级合金粉末的SEM图像; 图2实施例1~4修复前后铝合金零部件硬度变化; 图3实施例4中5系铝合金修复件; 图4实施例4中5系铝合金零部件修复区域拉伸强度曲线; 图5实施例4修复后金相显微组织。











