
技术摘要:
本申请公开接头管的自动组装设备,其包括一设备主体和一压装装置,所述压装装置包括一装置主体和一施压组件,所述装置主体包括一下限位块和一上限位块,所述下限位块形成所述套管安装槽和所述管体安装槽,所述上限位块被盖合于所述下限位块,以在所述套管盖合槽和所述 全部
背景技术:
随着人们生活水平的不断提高,车辆逐渐地被普及于诸多家庭中。车辆的制作过 程中需要使用较多的零部件,其中接头管就是其中一种。接头管需要具有低膨胀、抗爆裂、 耐高温、耐臭氧以及低水分渗透。 结构管具体包括一中空的管体A、一套管B以及一衬芯C。传统的组装设备在进行接 头管的组装时,首先是将套管和衬芯组装,然后再将所述管体和所述套管组装。但是这种组 装方式无法保证所述管体和所述衬芯之间的同轴度。而所述管体和所述衬芯之间的同轴度 对接头管的低膨胀、抗爆裂、耐高温、耐臭氧以及低水分渗透等性能有着极大的影响。 另外一方面,所述接头管组装完成组装之后,所述衬芯通常需要进一步被拗弯预 定角度,以适于后续的装配。但是在拗弯之前,通常是假定所述衬芯与所述管体时同轴设置 的。由于采用现有技术中的组装方式形成的所述接头管中所述衬芯和所述管体之间无法保 证同轴,那么后续拗弯过程中势必会导致被拗弯后的所述衬芯与需要的拗弯角度存在较大 的偏差,进而影响所述接头管的良率。
技术实现要素:
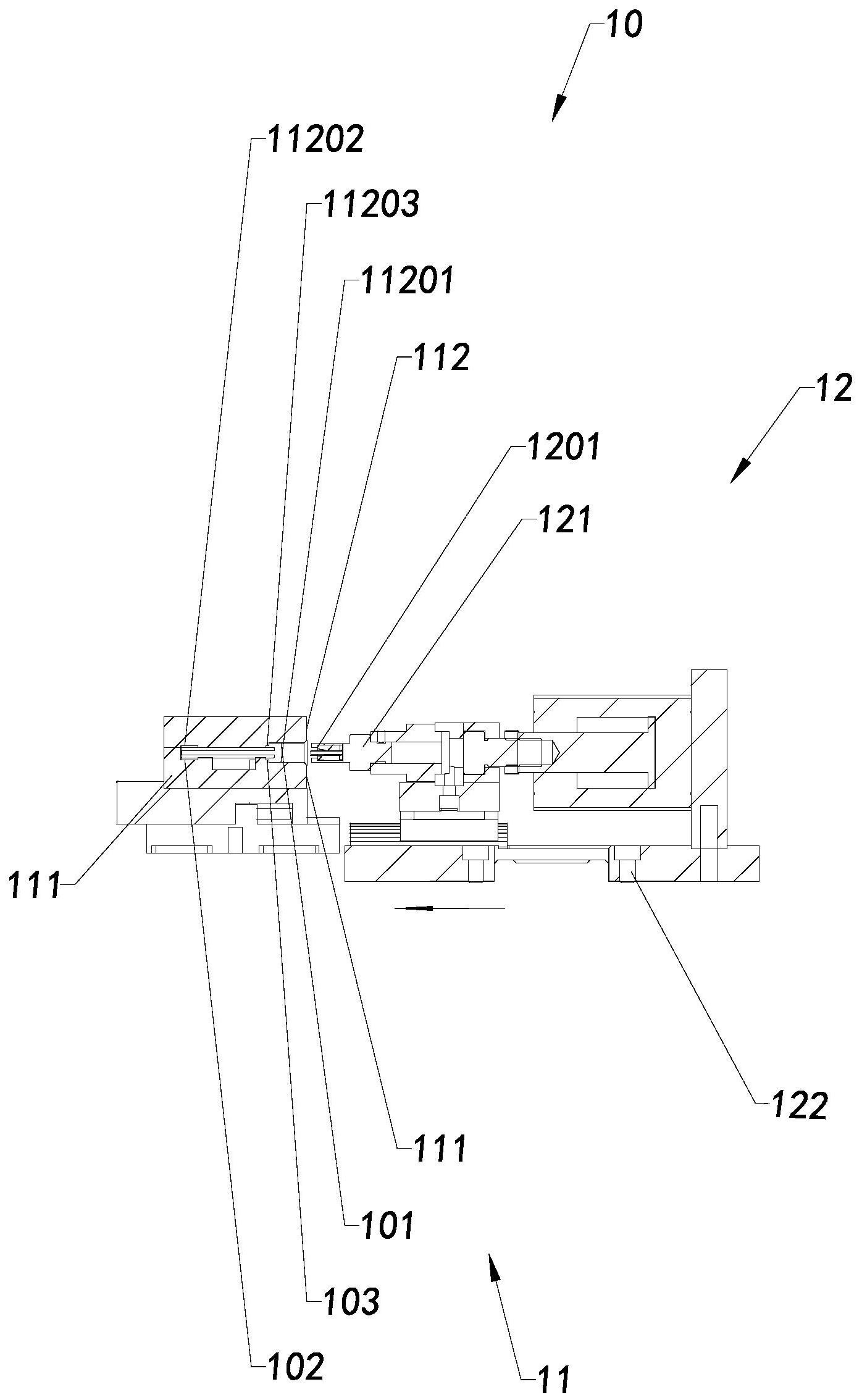
本发明的一个目的在于提供一种接头管的自动组装设备,其中所述接头管的自动 组装设备通过一次压装的方式形成所述接头管,以减少所述接头管的制作工序。 本发明的另一个目的在于提供一种接头管的自动组装设备,其中所述接头管的自 动组装设备形成一压装通道和挤压臂,其中组成所述接头管的所述管体和所述衬芯被同轴 地保持在所述压装通道之中。 本发明的另一个目的在于通过一种接头管的自动组装设备,其中所述结构管的组 装设备能够自动地完成接头管的压装。 本发明的另一个目的在于提供一种接头管的自动组装设备,其中所述结构管道组 装设备能够自动地完成衬芯和所述套管的供应,并自动地将所述衬芯和所述套管运送至所 述压装通道,进而减少了操作人员的压力。 本发明的另一个目的在于提供一种接头管的自动组装设备,其中所述接头管道的 组装设备能够提高所述接头管的生产良率,进而提高生产的效率。 为实现本发明以上至少一个目的,本发明提供一种接头管的自动组装设备,用于 制作一接头管,其中所述接头管的自动组装设备包括: 一设备主体; 一压装装置,其中所述压装装置包括一装置主体和一施压组件,其中所述装置主体包 括一下限位块和一上限位块,所述下限位块形成所述套管安装槽和所述管体安装槽,所述 上限位块被盖合于所述下限位块,以在所述套管盖合槽和所述套管安装槽之间形成一套管 4 CN 111571175 A 说 明 书 2/8 页 容纳空间和在所述管体盖合槽和所述管体安装槽之间形成一管体容纳空间,所述上限位块 盖合于所述下限位块后,在所述套管盖合槽的一端形成一施压口,其中所述施压组件形成 一施压端,其中所述施压端被设置能够拾取用于制作所述接头管的衬芯,并能够从所述施 压口将所述衬芯经过位于所述套管安装槽的所述套管的底壁而压向位于所述管体安装槽 的所述管体内;和 一限位装置,其中所述限位装置包括一压紧块和一驱动部件,其中所述驱动部件被制 成于所述设备主体,所述压紧块被可上下移动地连接于所述压紧块,所述上限位块被固定 于所述压紧块的底部,其中所述上限位块随着所述压紧块被所述驱动部件驱动后,盖合于 所述下限位块。 根据本发明一实施例,所述接头管的自动组装设备包括一衬芯供应装置,所述衬 芯供应该装置被设置于所述设备主体,所述衬芯供应装置包括一取料机构和一送料机构, 所述取料机构具有一包括至少一取料臂和一旋转电机,其中所述取料臂被可转动地设置于 所述设备主体,并被可转动地连接于所述旋转电机,以能够使所述取料臂在一取料工位和 一供料工位之间转换,其中所述施压组件包括一施压臂,其中所述施压臂形成所述施压端, 所述施压组件包括一驱动单元,所述施压臂被可旋转地连接于所述驱动单元,所述施压臂 被驱动旋转后,所述施压端从轴向上对准被所述旋转电机驱动旋转后的所述取料臂端部的 所述衬芯。 根据本发明一实施例,所述衬芯供应装置的所述送料机构包括一安装座和一驱动 构件,所述取料臂通过所述旋转电机被可旋转地设置于所述安装座,所述安装座可被平移 驱动地连接于所述驱动构件,当所述施压臂被所述驱动单元驱动,且所述施压端被对准由 所述取料臂吸取的所述衬芯后,所述驱动构件驱动所述安装座沿着所述衬芯的轴向方向驱 动所述安装座平移,从而使得所述衬芯被套装于所述施压端,随后所述取料臂松开所述衬 芯,从而使得所述衬芯保持所述施压组件的所述施压端。 根据本发明一实施例,所述衬芯供应装置包括一自动送料盘,其中所述自动送料 盘形成一衬芯容纳空间和一送料通道,所述取料机构的所述取料臂被设置能够从所述送料 通道中取用所述衬芯,所述自动送料盘被设置自动地将所述衬芯容纳空间的所述衬芯送入 所述送料通道。 根据本发明一实施例,所述接头管的自动组装设备还包括一料体供应装置,所述 料体供应装置包括一机械臂和一套管送料盘,所述套管送料盘形成一套管容纳空间和一套 管供应通道,所述套管供应通道被设置与所述套管容纳空间连通,所述套管送料盘被设置 能够自动地将所述位于所述套管容纳空间中的所述套管送入所述套管供应通道。 根据本发明一实施例,所述机械臂具有一套管持料端。 根据本发明一实施例,所述压装装置的所述装置主体包括至少三个所述下限位 块,所述接头管的自动组装设备包括一滑动机构,其中所述滑动机构包括一上滑轨,三个所 述下限位块被可滑动地设置于所述上滑轨,每个所述下限位块分别能够形成一个工位,第 一个所述下限位块被设置接收所述机械臂运送的所述套管和所述管体,以形成第一工位, 与此同时,第二所述下限位块被设置与所述压紧块上下对准,供所述施压组件压装容纳于 第二个所述下限位块中的所述套管和所述管体,以形成第二工位,第三个所述下限位卡被 设置偏离所述压紧块,以暴露完成压装的成型的所述接头管,以形成第三工位。 5 CN 111571175 A 说 明 书 3/8 页 根据本发明一实施例,所述滑动机构进一步包括一第一动力单元、一第二动力单 元以及一滑动板,所述滑动板通过所述动力单元被驱动而沿着所述上滑轨延伸的方向滑动 地设置于所述设备主体,所述滑动板形成三个卡接口,每个所述下限位块底部形成一卡接 凸起,所述滑动板被以能够被所述第二动力单元驱动而从所述上滑轨的侧面沿着与所述上 滑轨垂直的方向向所述上滑轨滑动,当所述滑动板被所述第二动力单元从所述上滑轨的侧 面沿着与所述上滑轨垂直的方向向所述上滑轨滑动时,所述滑动板上的三个所述卡接口能 够与处于第一工位、第二工位和第三工位的所述下限位块的所述卡接凸起卡合。 根据本发明一实施例,所述接头管的自动组装设备还包括一循环送装机构,所述 循环送装机构包括一下滑轨、一下沉部件、一升降部件以及一滑移部件,所述设备主体在与 所述下限位块处于所述第三工位和所述第一工位的位置分别形成一第一升降口和一第二 升降口,所述上滑轨被设置延伸至所述第一升降和所述第二升降口之间的所述设备主体, 所述下滑轨被对应地设置于所述上滑轨的垂直下方,并且所述下滑块被设置与所述上滑轨 平行,所述下滑轨在与所述第一升降口的垂直下方形成一第一端,所述下滑轨在与所述第 二升降口的垂直下方形成一第二端,所述下沉部件被设置于位于所述第一升降口的所述设 备主体,以能够自上而下地将位于所第一升降口的所述下限位块下沉至与所述下滑轨齐平 的位置,并随后藉由所述滑移部件将所述限位块沿着所述下导轨自所述第一端滑动至所述 第二端,所述下沉部件进一步上升回到所述第一升降口,以使所述下限位块底部形成所述 卡接凸起与所述滑动板上的所述卡接口对准。 根据本发明一实施例,所述下沉部件包括一第一承载块、一第一伸缩缸和一第一 定位销,所述第一承载块形成一第一缺口,所述第一承载块被安装于所述伸缩缸的端部,以 随着所述第一伸缩缸的上下伸缩而上下滑动,所述第一伸缩缸被设置可沿竖直方向上下伸 缩地设置于所述设备主体,所述第一定位销被设置于所述第一承载块底部,并穿过所述第 一缺口,在所述第一承载块被所述第一伸缩缸驱动而上升后,所述第一定位销能够定位于 所述第三工位的所述下限位块,随后,所述第一伸缩缸回缩,位于所述第三工位的所述下限 位块随着所述第一定位销一同下沉至与所述下滑轨的所述第一端对准。 通过对随后的描述和附图的理解,本发明进一步的目的和优势将得以充分体现。 本发明的这些和其它目的、特点和优势,通过下述的详细说明,附图和权利要求得 以充分体现。 附图说明 图1示出了本发明所述接头管的自动组装设备部分结构的剖视图。 图2示出了本发明所述接头管的自动组装设备组装形成的接头管的示意图。 图3示出了本发明所述接头管的自动组装设备的立体图。 图4示出了本发明所述接头管的自动组装设备将管体放置至装置主体时的示意 图。 图5示出了本发明所述接头管的自动组装设备在为所述施压臂提供衬芯时的示意 图。 图6示出了本发明所述接头管的自动组装设备在完成衬芯供应后的示意图。 图7示出了本发明所述接头管的自动组装设备的所述循环送料机构的立体图。 6 CN 111571175 A 说 明 书 4/8 页 图8示出了本发明所述接头管的自动组装设备的所述循环送料机构的另一个角度 的立体图。 图9示出了本发明所述接头管的自动组装设备的所述衬芯供应装置的立体图。











