
技术摘要:
本发明公开了一种热轧复合钢的制造方法,包括如下步骤:(1)使用碳钢制备外径为D1的芯材,使用不锈钢制备内径为D2的包覆管材,D1>D2;(2)将包覆管材加热到温度T1,使内径D2膨胀到D3,D3>D1,然后将芯材和加热后的包覆管材装配在一起,获得复合坯;(3)将复合坯加热到温度 全部
背景技术:
不锈钢复合材通常是以不锈钢做覆材,以普碳钢或普通低合金钢做基材,通过冶 金结合的方式制成复合材料。这种复合材料兼具不锈钢耐蚀防锈和普通钢高塑性低成本的 优点,具有同规格纯不锈钢无法比拟的价格优势,因此,越来越受到人们的高度重视。不锈 钢复合板与不锈钢复合管是不锈钢复合材中的两个典型的产品,目前,这两种产品已经在 工程上得到广泛应用。由于不锈钢复合材具有普通钢材和全不锈钢钢材无法比拟的性价 比,近年来,一些其它类型的不锈钢复合材也应运而生。 工业化生产不锈钢复合板主要有两种方法:爆炸复合和热轧复合。爆炸复合是将 不锈钢板重叠置于碳钢基板上,不锈钢板和碳钢基板之间用垫子间隔出一定的距离。不锈 钢板上面平铺炸药,炸药爆炸的能量,使不锈钢板高速撞击碳钢基板,产生高温高压使两种 材料的界面实现固相焊接。热轧复合是以碳钢基板和不锈钢板处于物理纯净状态,在高度 真空条件下进行轧制而成。在轧制过程中两种金属扩散实现完全的冶金结合。 现有技术中,人们曾尝试使用类似于轧制不锈钢复合板的方法来制造热轧不锈钢 型材和棒材。例如,在专利号为ZL201610677162.8的中国发明专利中,公开了一种包覆轧制 复合制备不锈钢复合螺纹钢筋的方法,包括以下步骤:原料准备,芯材、隔离层与不锈钢覆 材的组合及成型,不锈钢覆材表面接缝的焊接,复合钢坯端部的焊接密封,复合钢坯的加热 及轧制。具体来说,先将原料清理干净,利用冷弯成型方法将不锈钢覆材预先弯曲成U型槽 钢,然后从U型槽钢上部开口处将表面镀有金属镍或镍合金层的芯材压入U型槽钢,使U型槽 钢弯曲成封闭的外壳,将芯材和隔离层包裹在不锈钢覆材中,然后焊接接缝和端部,再加热 后轧制成复合螺纹钢筋。然而,在实际制造中,经过冷弯工艺封闭的外壳和芯材之间很难做 到真正贴合(参见图1),从而经过后续轧制工艺容易在芯材和外壳之间产生裂缝,无法实现 界面处的冶金结合,无法生产出合格的复合钢。
技术实现要素:
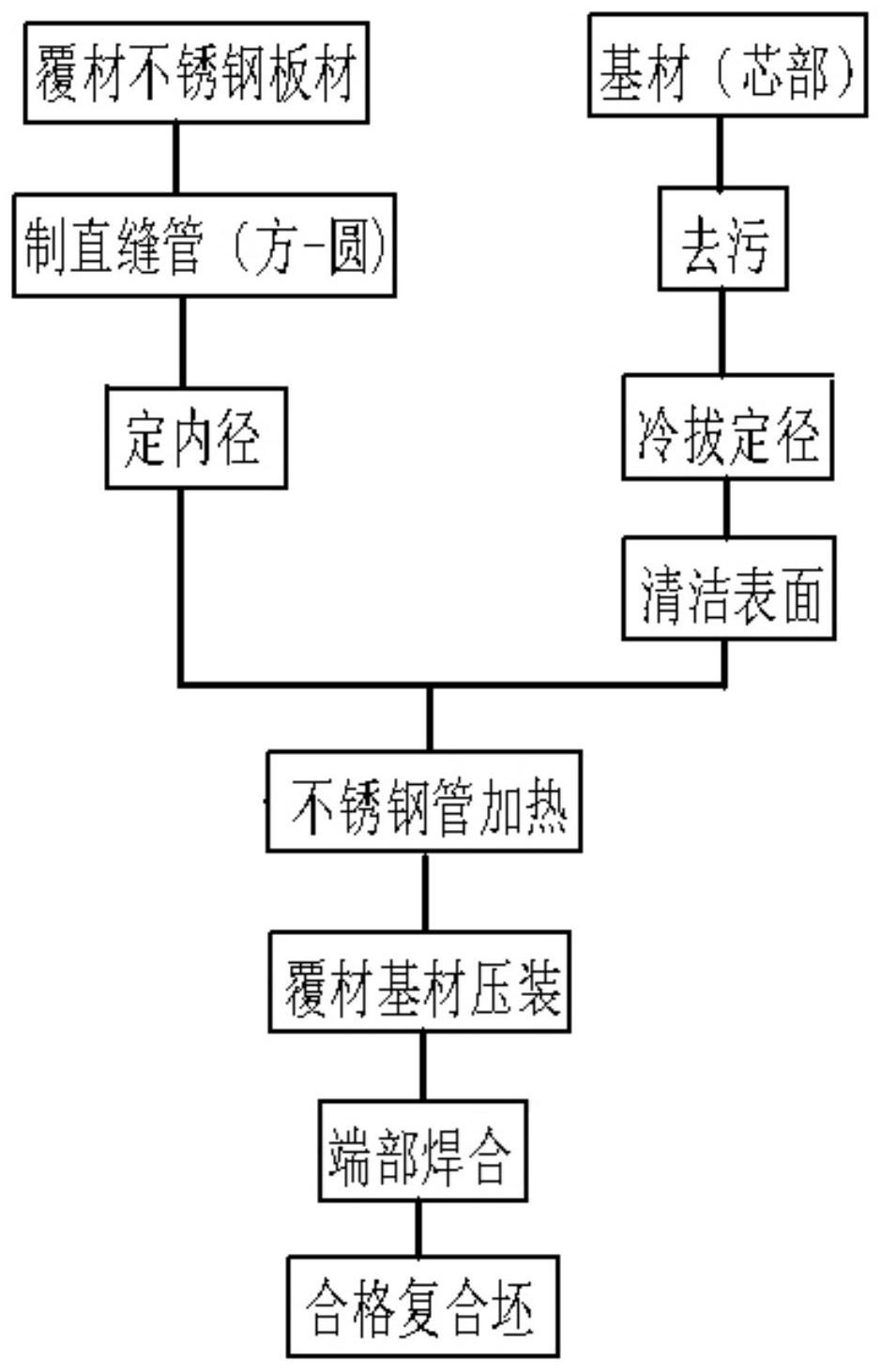
本发明所要解决的首要技术问题在于提供一种热轧复合钢的制造方法。 本发明所要接解决的另一技术问题在于提供一种由上述制造方法制造的热轧复 合钢。 为了实现上述技术目的,本发明采用下述技术方案: 根据本发明的一方面,提供一种热轧复合钢的制造方法,包括如下步骤: (1)使用碳钢制备外径为D1的芯材,使用不锈钢制备内径为D2的包覆管材,D1>D2, 且D1=D2 △d,△d为预留过盈量; (2)将包覆管材加热到温度T1,使包覆管材的内径D2膨胀到D3,D3>D1且D3-D1≥ 3 CN 111589857 A 说 明 书 2/7 页 d’,d’是芯材和加热后的包覆管材之间的最小装配间隙;然后将芯材和加热后的包覆管材 装配在一起,获得复合坯; (3)将复合坯加热到温度T2后进行轧制,获得热轧复合钢;其中,包覆管材与芯材 在复合钢坯加热后轧制的过程中始终紧密配合,D1 D1α1(2)T2≥D2 D2α2(2)T2;α1(2)、α2(2)分别 为包覆管材和芯材在T2温度时的热膨胀系数。 其中较优地,在步骤(1)中,根据下式计算预留过盈量△d:△d≥D2α2T2-D1α1T2。 其中较优地,在步骤(1)中,根据包覆管材和芯材在750℃时的膨胀量差值计算预 留过盈量△d,并根据包覆管材的内径D2计算芯材的外径D1。 其中较优地,在所述步骤(2)中,根据下式计算包覆管材的加热温度T1: D2α2(1)T1-△d≥d’;α2(1)分别为包覆管材在T1温度时的热膨胀系数。 其中较优地,在所述步骤(3)中,所述复合坯轧制之前的加热温度T2在1220℃~ 1280℃之间。 其中较优地,在步骤(1)中制备的所述包覆管材为圆管或方管;所述芯材为相应形 状。 其中较优地,在所述步骤(1)中,所述包覆管材是直缝焊管,经过定内径获得管材 内径D2。 其中较优地,在所述步骤(1)中,所述芯材经冷拔定径获得芯材外径D1。 其中较优地,在所述步骤(2)中,还包括将装配后的芯材和包覆管材的端部焊合的 步骤。 根据本发明的另一方面,提供一种由上述制造方法获得的热轧复合钢,所述热轧 复合钢是热轧棒材或热轧型材,热轧棒材包括但不限于各种规格的圆钢、方钢、六角钢、椭 扁钢、热轧带肋钢筋、预应力混凝土用螺纹钢筋,热轧型材包括但不限于工字钢、角钢、槽 钢、H型钢、扁钢、矩形材、各种专用异型材、T型钢、电梯导轨钢、球扁钢、矿用钢。 本发明所提供的热轧复合钢的制造方法,通过对包覆管材和芯材的尺寸进行设 计,使包覆管材的内径小于芯材的外径,然后将包覆管材加热后与芯材组合,实现了包覆管 材和芯材的压合,操作方便,并且通过使包覆管材与芯材在复合钢坯加热后轧制的过程中 始终紧密结合,避免了在包覆管材和芯材的界面产生裂缝,从而可以得到合格的热轧复合 钢。上述制造方法,适于制造各种形状的热轧棒材或热轧型材。 附图说明 图1是使用现有包裹法获得的复合坯断面图像; 图2是图1所示复合坯经过多道次热轧后形成的断面图像; 图3是本发明所提供的生产复合坯的工艺流程图; 图4是经图3所示生产方法获得的复合坯的断面图像; 图5是使用复合坯制造棒材的工艺流程示意图; 图6是使用复合坯制造型材的工艺流程示意图; 图7A和图7B分别是使用图4所示复合坯轧制成的椭圆扁钢和槽钢的断面图像。 4 CN 111589857 A 说 明 书 3/7 页











