
技术摘要:
公开了一种用于搅拌半固体金属浆料的搅拌装置(110),其中当用于搅拌半固体金属浆料时,搅拌装置(110)绕旋转轴(X‑X)旋转。搅拌装置(110)包括沿旋转轴(X‑X)延伸的细长轴(111),以及至少两个翼片(112a、112b),其牢固地布置到细长轴(111)并从细长轴径向向外延伸,其中至 全部
背景技术:
众所周知的是,通过使用半固体形式(也称为液固体形式)的金属进行铸造来生产 金属的零件和组件,即,当铸造时包含液态金属和固态金属的混合物的材料。在此种混合物 中的固态金属优选为小颗粒的形状。此种材料称为半固体金属浆料。浆料中的金属可以是 同一原子序数的纯金属,也可以是不同金属的合金。 当将来自液体金属的铸造零件与半固体金属浆料的铸造零件进行比较时,由半固 体金属浆料制成的零件通常具有更少缺陷和更好的机械特性。而且,半固体金属浆料比液 体金属容易处理得多。例如,半固体金属浆料的凝固比液体金属的凝固更慢,这使得在凝固 过程期间改变由半固体金属浆料制成的零件的形状比更改由液体金属制成的零件的形状 更容易。出于同样的原因,在材料凝固之前,需要从液体金属快速进行传统铸造。例如,在压 铸中,快速压制会使铸件内部出现气泡,这导致零件质量降低。当使用半固体金属浆料进行 压铸时,可更缓慢地进行压铸,从而减少气泡。因此,从半固体金属浆料进行铸造非常适合 暴露于高应变并因此需要具有高质量的关键零件。 在欧洲授予的专利EP 1838885 B1中,描述了一种用于生产此种半固体金属浆料 的方法和装置。该方法基于将一定量的固体金属添加到一定量的液体金属中的想法。然后, 固体金属将至少部分地被液体金属熔化并产生半固体金属浆料。为了在液体材料中获得良 好的固体颗粒混合物并抑制浆料中树突网络的生成,搅拌固体和液体材料的混合物直到固 体金属熔化成液体金属为止。与较旧的解决方案相比,在该解决方案中,使用外部冷却将液 体形状金属冷却直至其变为半固体,该过程使用“内部冷却”,即从固体金属部件冷却。EP 1838885 B1进一步建议使用机械搅拌器执行搅拌。在机械搅拌器上焊接固体金属,或者可 以经由延伸穿过搅拌器的通道将固体金属通过搅拌器供应到熔体中。此类布置看起来复杂 并且肯定不适合大规模生产产品,即不适合需要重新填充浆料的批量生产。 然后,本申请人开发了一种可用于大规模生产半固体浆料的方法,该方法被描述 在瑞典专利SE 538596中获得了专利。在该方法中,通过将机械搅拌器插入模具中提供了提 供给机械搅拌器的固体金属,模具的内部形状类似于装有固体金属的机械搅拌器的大小。 将机械搅拌器插入模具中后,将液体金属倒入模具中。在模具中一段时间后,液体金属已经 凝固并紧固到搅拌器上。与EP 1838885中描述的焊接方式相比,这种提供固体金属的方式 要容易得多并且更省时。 当处理液体形式的金属时,大多数金属种类、纯金属和合金会暴露于氧气而氧化。 例如,当铸造铝产品时,暴露于氧气的液体铝将很快氧化。氧化铝是干燥的。被彼此相对推 向的氧化铝的两个表面将不会成为一个单元。换句话说,当金属浆料倒入铸造机中时包括 4 CN 111601673 A 说 明 书 2/6 页 较大的氧化铝表面时,所产生的产品在氧化铝层处可能具有较弱区域。即使通过上述现有 技术专利申请中描述的方法生产的产品是高端产品,通过减小从半固体金属浆料产生的金 属氧化物(诸如氧化铝)的区域来生产甚至更好的产品将是令人感兴趣的。
技术实现要素:
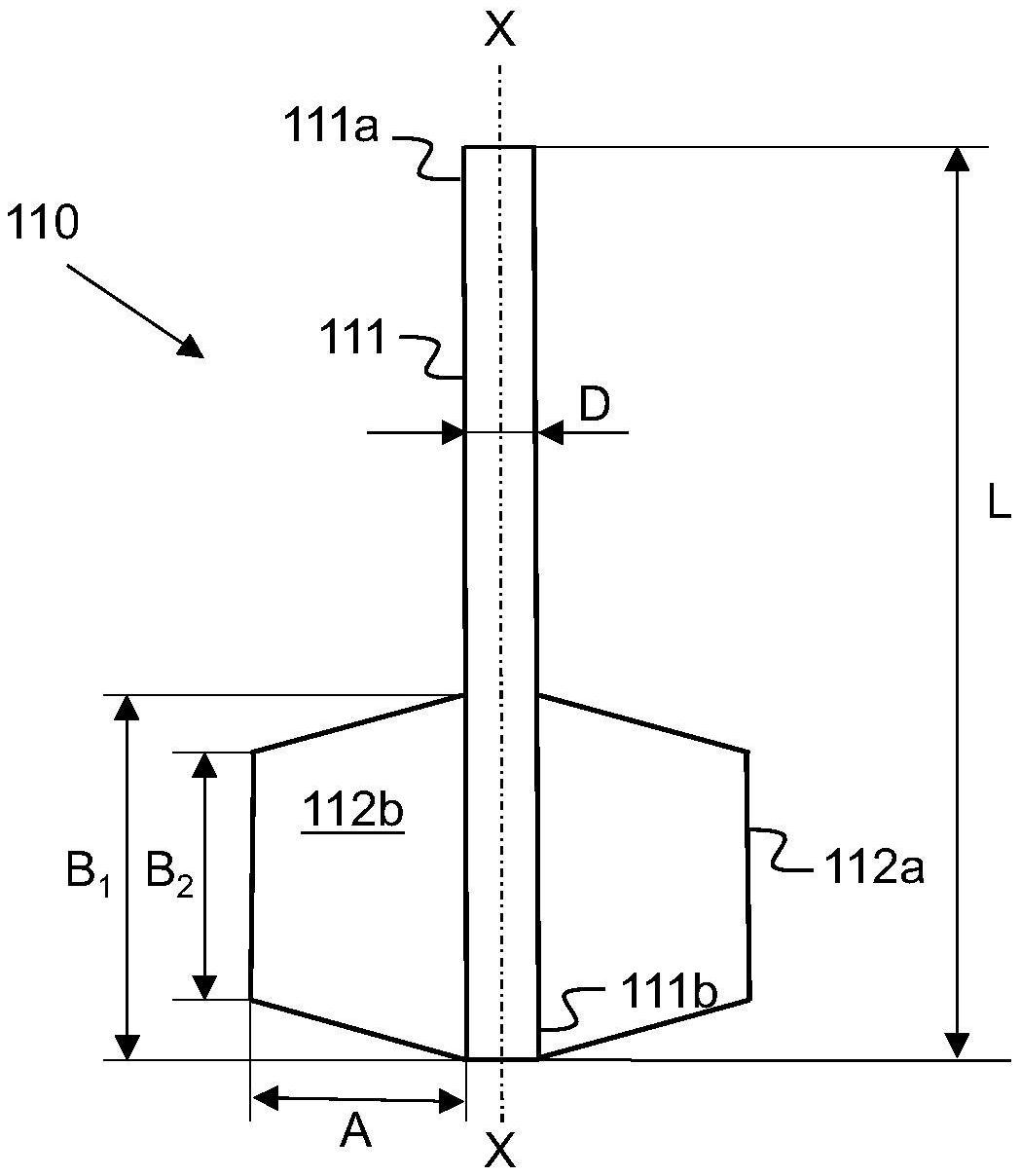
本发明的目的是解决以上概述的问题和议题中的至少一些。本发明的实施例的目 的是提供一种减小从半固体金属浆料生产的产品中的金属氧化物区域的方法。另一目的是 提供一种在整个浆料中具有基本上相同的粘度的半固体金属浆料。通过使用如所附独立权 利要求所限定的搅拌装置和浆料生产过程,可以实现这些目的和其他目的。 根据一个方面,提供了一种用于搅拌半固体金属浆料的搅拌装置。当用于搅拌半 固体金属浆料时,该搅拌装置绕旋转轴旋转。搅拌装置包括:沿旋转轴延伸的细长轴;以及 至少两个翼片,其牢固地布置到细长轴并从细长轴径向向外延伸,其中,至少两个翼片还具 有沿旋转轴的基本轴向延伸,翼片在细长轴处的轴向延伸至少是细长轴总长度的15%。由 于具有径向向外延伸的翼片,并且沿旋转轴也具有如此大的延伸,因此在半固体金属浆料 中产生回旋,这在整个半固体金属浆料中产生移动,从而引起浆料中良好的均质性并破坏 任何较大的连续金属氧化物层。当旋转具有此轴向长度的翼片的轴时,剪切力施加到浆料 中,这产生良好的均质性并破坏浆料中任何即将出现的金属氧化物层。 根据实施例,翼片在细长轴处的轴向延伸为细长轴总长度的至少25%,更优选为 至少35%。 根据另一实施例,至少两个翼片在从细长轴径向向外的方向上轴向地逐渐变细。 通过使这些翼片在径向上向外逐渐变细,已证明它们在浆料中旋转时具有比在径向向外的 方向上具有相同轴向长度的翼片更好的结构强度。 根据另一实施例,细长轴具有适于插入到旋转提供机器中的第一端和在第一端的 远侧的第二端,并且其中至少两个翼片布置在第二端。由此确保当执行搅拌时,翼片可以在 浆料的表面以下。 根据另一方面,提供了一种用于生产半固体金属浆料的方法。该方法包括将液体 形式的金属倒入模具中,在该模具中引入细长装置,并将细长装置保持在模具中,直到金属 已经铸造到细长装置为止。该方法进一步包括将具有铸造在其上的金属的细长装置从模具 引入到包括液体形式的金属的容器中,并且在将细长装置引入到包括液体形式的金属的容 器中之后,使用搅拌装置在容器中根据上述方面进行搅拌,至少直到铸造到细长装置上的 金属中的大部分从细长装置落下并进入容器中为止,使得产生半固体金属浆料。 根据另一方面,提供一种用于生产半固体金属浆料的系统。该系统包括具有至少 一个细长装置和模具的第一装置。第一布置被构造成将至少一个细长装置中的一个引入到 模具中。该系统还包括用于将熔化金属倒入模具中的第二布置。第一布置还被构造成将一 个细长装置保持在模具中,直到金属已经被铸造到一个细长装置,并且将具有铸造到其上 的金属的一个细长装置引入到包括液体形式的金属的容器中。该系统还包括根据上述方面 的搅拌装置,用于在将一个细长装置引入到包括液体形式的金属的容器中之后在容器中搅 拌,至少直到铸造到一个细长装置上的金属中的大部分从细长装置落下并进入容器中为 止,使得产生半固体金属浆料。 5 CN 111601673 A 说 明 书 3/6 页 根据实施例,搅拌装置是已经被引入到容器中的一个细长装置。使用与细长装置 和搅拌装置完全相同的装置的优点是浆料的表面仅需要为一个装置而不是两个装置破坏。 根据另一实施例,搅拌装置是与一个细长装置分开布置的单独装置。与用作搅拌 装置和细长装置两者的一个装置相比,单独的搅拌装置可以更简单并且因此生产成本更 低。 通过下面的详细描述,该解决方案的其他可能的特征和益处将变得显而易见。 附图说明 现在将通过示例性实施例并参考附图来更详细地描述该解决方案,在附图中: 图1是根据本发明的实施例的用于生产半固体金属浆料的系统的示意性框图。 图2a是根据本发明的实施例的用于搅拌半固体金属浆料的搅拌装置的侧视图。 图2b是图2a的搅拌装置的俯视图。 图3是根据实施例的用于生产半固体金属浆料的方法的流程图。











