
技术摘要:
本发明涉及一种降低大形变量轧制Al‑Zn合金开裂倾向的处理方法,包括如下顺序步骤:(1)对铸造成型后的未经任何处理的Al‑Zn合金铸坯进行均匀化处理(2)进行多道次的轧制过程,所述轧制过程的每次压下量为25%~30%;(3)所述轧制过程进行到三道次或四道次后,进行去应力 全部
背景技术:
铸造铝合金按照主要元素的不同,可以分为四类:铝硅系合金、铝铜系合金、铝镁 系合金和铝锌系合金。而Al-Zn合金的优势在于质量轻、比强度高、耐腐蚀、易于加工成型, 适合做轻量化的高强度结构件,是航空工业尤其是飞机制造业应用广泛的合金材料。常用 牌号有ZL401、ZL402等,价格相对便宜,焊接、铸造性能优良。现代交通运输业对交通工具有 高强度,轻量化的要求,对Al-Zn合金的强度要求也进一步提高。 轧制可有效的提高板材合金的强度,经过强化处理的Al-Zn合金其抗拉强度可以 达到700MPa,屈服强度也高达600MPa。然而高屈服强度会造成Al-Zn合金具有较强的加工硬 化及较大局部形变倾向,在轧制过程中尤其是大形变量轧制过程中容易出现开裂问题。
技术实现要素:
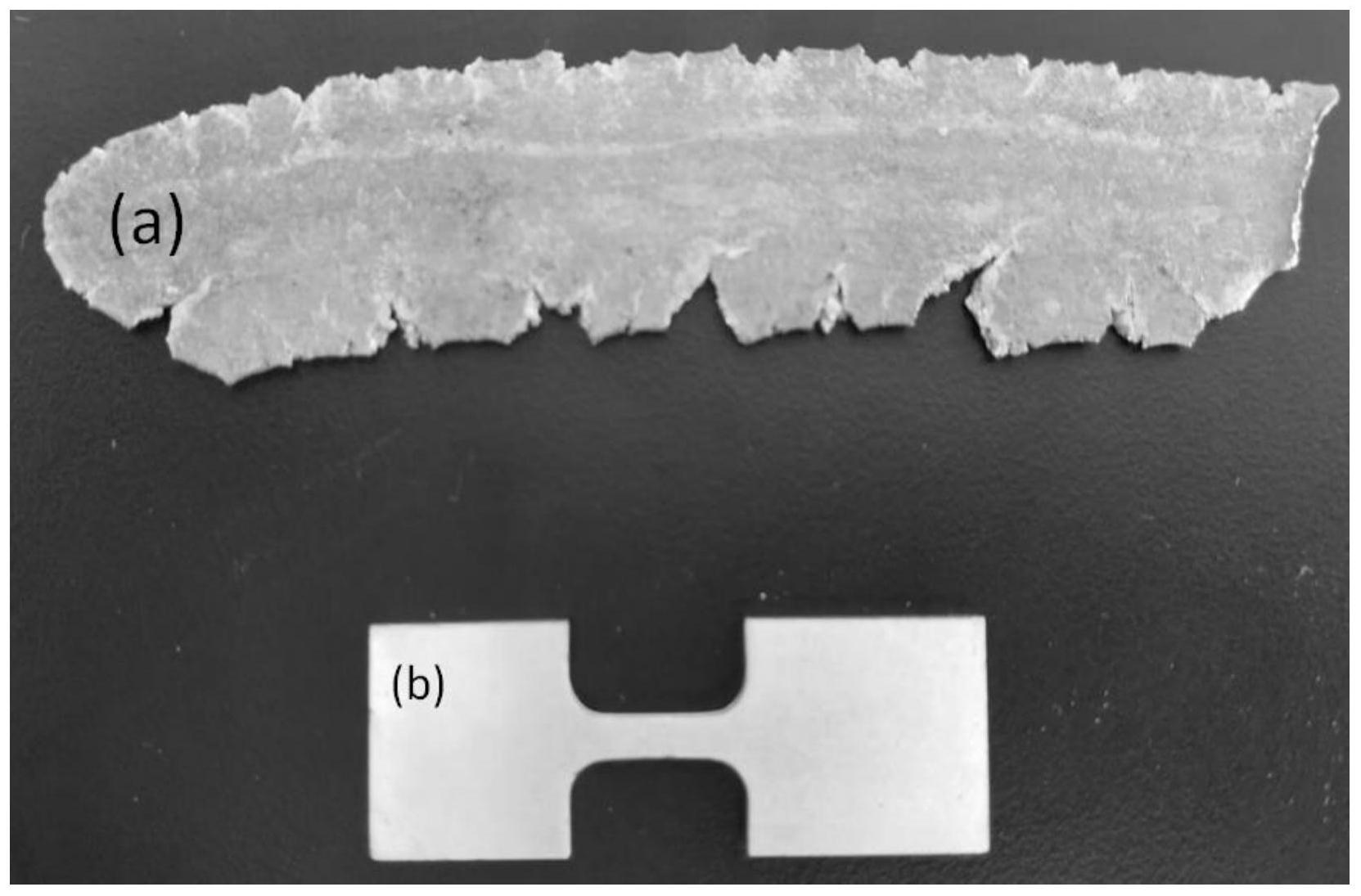
为了解决Al-Zn合金大形变量轧制过程中容易出现开裂的技术问题,而提供一种 降低大形变量轧制Al-Zn合金开裂倾向的处理方法。本发明方法操作过程方便,效率高、周 期短,有效降低了Al-Zn合金的开裂倾向。 为了达到以上目的,本发明通过以下技术方案实现: 一种降低大形变量轧制Al-Zn合金开裂倾向的处理方法,包括如下顺序步骤: (1)对铸造成型后的未经任何处理的Al-Zn合金铸坯进行均匀化处理; (2)对所述均匀化处理后的所述Al-Zn合金立即进行多道次的轧制过程,所述轧制 过程的每次压下量为25%~30%; (3)所述轧制过程进行到三道次或四道次后,进行去应力退火处理; (4)所述退火处理完成后立即进行多道次转向轧制过程,每次压下量为25%~ 30%,所述转向轧制过程进行到三道次或四道次后可获得形变量90%以上的轧制Al-Zn合 金; (5)最后进行T6热处理。 进一步地,步骤(1)中Al-Zn合金铸坯的厚度为10mm;所述Al-Zn合金铸坯中锌含量 为10wt%~30wt%,其余为铝。 进一步地,步骤(1)中所述均匀化处理的温度为450℃~470℃、保温时间为12h~ 24h。 进一步地,步骤(2)中所述轧制过程采用平辊轧制,轧制时上、下两个轧辊直径相 同,转动方向相反,转速保持一致。 进一步地,步骤(3)中所述去应力退火处理的温度为425℃~450℃、保温时间为2h ~4h。 3 CN 111575618 A 说 明 书 2/4 页 更进一步地,步骤(3)中在进行去应力退火处理前需先将热处理炉预热到设定的 所述去应力退火处理的温度。 进一步地,步骤(3)中所述转向轧制是将步骤(2)中所述轧制过程中的所述Al-Zn 合金旋转90°后进行,轧辊直径、转动方向、转速与步骤(2)一致。 进一步地,步骤(4)中所述T6热处理过程为先进行固溶处理,然后水冷至室温,最 后进行时效处理。 更进一步地,所述固溶处理的温度为470℃~520℃、保温时间为4h;所述时效处理 的温度为120℃~150℃、保温时间为16h。 有益技术效果: 本发明通过对未经任何处理的Al-Zn合金铸坯先进行均匀化处理,再进行轧制、去 应力退火处理、转向轧制后可以得到90%以上的大形变量轧制Al-Zn合金,轧制后的大形变 量Al-Zn合金再进行T6处理后,能够有效降低大形变量轧制过程所造成的开裂问题,并获得 较高的强度和韧性的大形变量Al-Zn合金。高锌含量的Al-Zn合金在轧制过程中容易出现开 裂,轧制过程后及时退火处理可有效去除轧制造成的应力,降低转向轧制后的开裂倾向;而 转向轧制可消除前一次轧制所造成的微裂纹,显著降低大形变量轧制的开裂倾向性,从而 获得大的轧制形变量。本发明可以显著降低Al-Zn合金大形变量轧制的开裂倾向性,轧制过 程容易控制。 附图说明 图1(a)为经过对比例1处理后的Al-20wt%Zn合金的外观实物图; 图1(b)为经过本发明实施例2处理后的Al-20wt%Zn合金的外观实物图;











