
技术摘要:
本发明公开了一种焊接生产用翻转式工作台,包括横撑,所述横撑的上端面安装有滑轨,所述横撑的左右两侧壁上均固定连接有转轴,且转轴上均固定连接有立式轴承,所述立式轴承的底端均安装有第一支柱,位于左侧的所述立式轴承上固定连接有定位机构,位于左侧的所述转轴上 全部
背景技术:
焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证 焊件结构精度方面要求的工艺装备,在现代焊接生产中积极推广和使用与产品结构相适应 的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实度现机械化、自动化 进程等方面起着非常重要的作用,在焊接生产过程中,焊接所需要的工时较少,而约占全部 加工工时的2/3以上的时间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产 速度。为此,必须大力知推广使用机械化和自动化程度较高的装配焊接工艺装备。 现有的翻转式焊接工装多数使用电机来旋转,一方面不够节能环保,另一方面增 加了装置的生产成本,例如在焊接栅栏或楼梯栏杆类产品时没有专用的焊接工装而极大降 低了生产效率,另外现有的焊接工装平台不具备调节角度的功能,而且不能适应不同规格 大小产品的焊接,因此不能满足生产的需求。为此,我们提出一种焊接生产用翻转式工作 台。
技术实现要素:
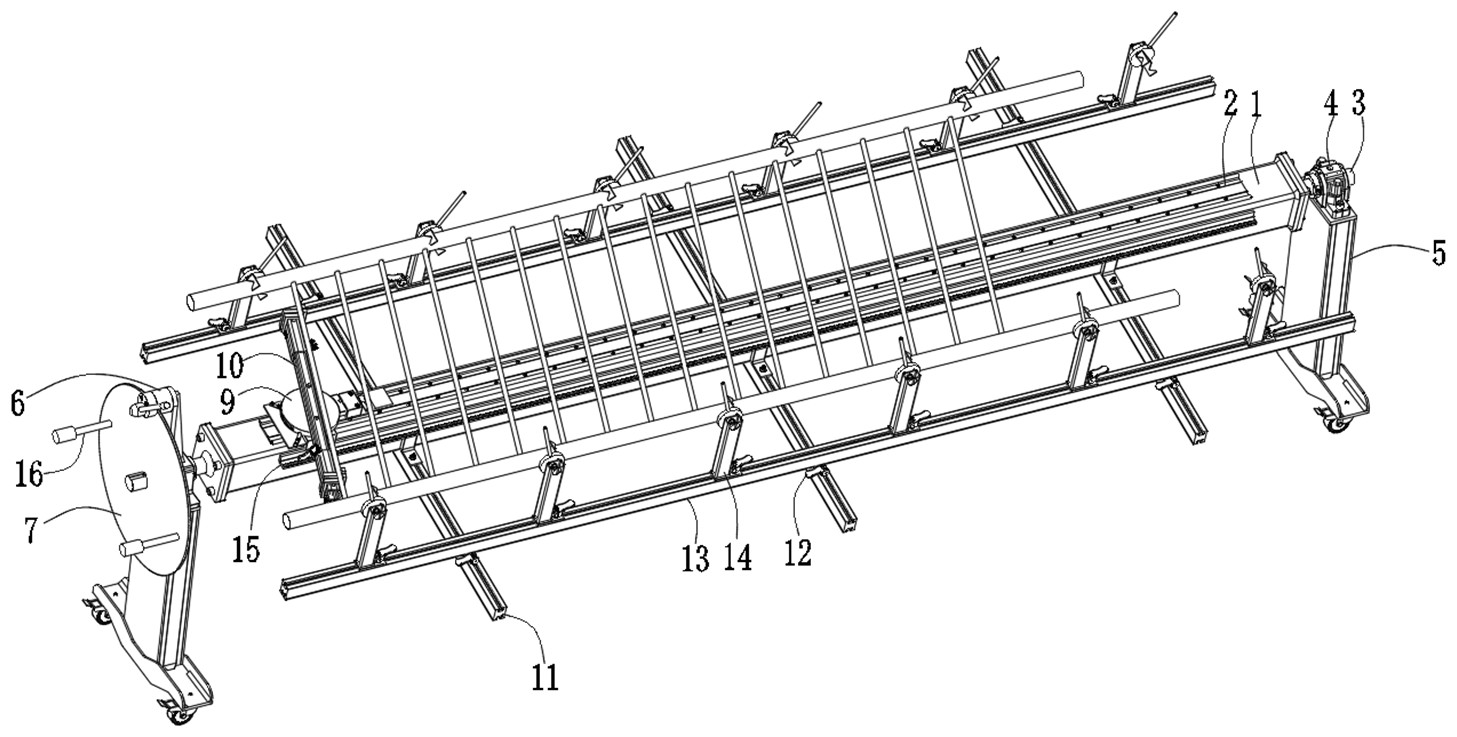
本发明的主要目的在于提供一种焊接生产用翻转式工作台,可以有效解决一方面 不够节能环保,另一方面增加了装置的生产成本,例如在焊接栅栏或楼梯栏杆类产品时没 有专用的焊接工装而极大降低了生产效率,另外现有的焊接工装平台不具备调节角度的功 能,而且不能适应不同规格大小产品的焊接的问题。 为实现上述目的,本发明采取的技术方案为: 一种焊接生产用翻转式工作台,包括横撑,所述横撑的上端面安装有滑轨,所述横撑的 左右两侧壁上均固定连接有转轴,且转轴上均固定连接有立式轴承,所述立式轴承的底端 均安装有第一支柱,位于左侧的所述立式轴承上固定连接有定位机构,位于左侧的所述转 轴上固定连接有转盘,且转盘与定位机构相互配合使用,所述转盘上安装有把手,所述滑轨 上安装有滑块,且滑块上固定连接有角度调节机构,所述角度调节机构上固定连接有纵向 工件放置机构,所述横撑的底端等距固定连接有纵梁,且纵梁的两端均安装有快速压紧机 构,所述横撑的前后两侧均设置有横梁,且横梁的底面与纵梁上的快速压紧机构固定连接, 所述横梁上亦等距固定连接有快速压紧机构,且该所述快速压紧机构上均固定连接有横向 件放置机构。 进一步的,所述横撑的正面固定连接有L形板,且L形板上设置有刻度线。 进一步的,所述第一支柱底端面上均对称安装有两个万向轮。 进一步的,所述定位机构包括有支架、第一固定块、第二固定块和螺纹扳手,所述 支架的一侧壁固定连接有第一固定块,且第一固定块的一侧壁固定连接有第二固定块,所 述第二固定块上螺纹连接有螺纹扳手。 4 CN 111571098 A 说 明 书 2/6 页 进一步的,所述角度调节机构包括有基板、安装座、推力球轴承、压盘、第三固定 块、紧固螺纹轴、卡块、卡口、支块和指针,所述基板的上端面安装有安装座,且安装座上安 装有推力球轴承,所述推力球轴承的上端面安装有压盘,所述基板右侧的基板上端面固定 连接有第三固定块,且第三固定块上螺纹连接有紧固螺纹轴,所述紧固螺纹轴延伸出第三 固定块的一端转动连接有卡块,且卡块和压盘为同圆心设置,所述卡块上设置有与压盘半 径相等的卡口,所述安装座的正面固定连接有支块,所述安装座左侧的基板上端面对称固 定连接有两个指针。 进一步的,所述压盘的侧边上设置有刻度线,所述指针与安装座上相互配合使用。 进一步的,所述纵向工件放置机构包括有横杆、侧套管、第一紧固旋钮、第二紧固 旋钮和工件放置杆,所述横杆的两端均套装有侧套管,且侧套管上均螺纹连接有第一紧固 旋钮,所述第一紧固旋钮的螺纹端与横杆的外壁相抵,所述侧套管上均安装有两个第二紧 固旋钮,且第二紧固旋钮的贯穿侧套管并在其螺纹端固定连接有工件放置杆。 进一步的,所述快速压紧机构包括有压紧块、固定轴、连接块、垫片、连接板和螺母 块,所述压紧块的上固定连接有固定轴,且固定轴上铰接有连接块,所述连接块的底端从上 到下依次安装有垫片、连接板和螺母块。 进一步的,所述横向件放置机构包括有第二支柱、第四固定块和卡板,所述第二支 柱的顶端一侧壁上固定连接有第四固定块,且第四固定块上固定连接有卡板。 进一步的,所述纵梁等距设置有三组,且每组纵梁上均对称安装有两组快速压紧 机构,所述横梁设置有两组且呈对称分布,每组横梁上均安装有六组快速压紧机构,所述横 向件放置机构的数量等同于横梁上的快速压紧机构数量。 本发明还提供了一种焊接生产用翻转式工作台的使用方法: 步骤一:首先调节两个横梁之间的间距适应待焊接产品的规格大小,调节步骤为扣起 纵梁上的压紧块,然后移动横梁的位置,调节到合适的位置后反向按下纵梁上的压紧块,将 横梁的位置固定住; 步骤二:其次将需要横向摆放的工件放置于卡板中,再将需要纵向摆放的工件放置于 工件放置杆中,根据产品工程图纸要求调节工件放置杆上工件的角度位置,手旋紧固螺纹 轴带动卡块上卡口不在抵触压盘的外壁,此时可转动压盘,当角度调节机构以及角度调节 机构上纵向工件放置机构的角度调节到合适的位置后,即可反向旋转紧固螺纹轴使得卡块 挤紧压盘使得压盘被固定住,此时可对横向摆放的工件和纵向摆放的工件进行焊接; 步骤三:当焊接完一个纵向摆放的工件时,可移动角度调节机构的位置,根据支块在L 形板上位置可调节下一个纵向摆放的工件的位置,使得每次的位置相等,保持等距焊接,上 述焊接操作步骤可焊接如栅栏或楼梯栏杆类产品; 步骤四:当待焊接产品整体框架拼焊大致成型时,此时需要翻转待焊接产品焊接另外 一面,转动螺纹扳手使得螺纹扳手的螺纹端不在抵触转盘的外壁,此时可手动抓握把手旋 转转盘的位置,旋转180°可将待焊接产品完全翻面,此时可将对待焊接产品进行另一面的 焊接。 与现有技术相比,本发明通过设置的纵梁和快速压紧机构,压紧块的底端呈偏心 圆形状,转动压紧块可压紧垫片和连接板,以此来固定快速压紧机构和安装在快速压紧机 构上的零件的位置,快速压紧机构可以任意位置移动和固定,且固定方式便捷便于操作,使 5 CN 111571098 A 说 明 书 3/6 页 得装置能够适应不同规格大小的产品,通过转动把手带动转盘、转轴和横撑转动实现对工 件的翻转,能够快速的对工件进行全方位的焊接,装置整体不涉及到电力,不仅节能环保, 而且极大降低了本装置的制造成本,实用性较强; 与现有技术相比,本发明通过设置的角度调节机构、纵向工件放置机构和L形板,将工 件放置于工件放置杆上,转动压盘即可调节压盘以及安装在压盘上的纵向工件放置机构的 角度,即可调节工件放置杆上工件的角度,支块在L形板上移动,L形板上刻度线便于查看角 度调节机构每次移动的位置,提高了焊接的精准度,设置滑轨和滑块,便于移动角度调节机 构和纵向工件放置机构,装置整体结构设计合理,有效提高了生产效率,而且进一步的提高 了装置实用性。 该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。 附图说明 图1为本发明一种焊接生产用翻转式工作台的整体结构示意图; 图2为本发明一种焊接生产用翻转式工作台的整体结构示意图; 图3为本发明一种焊接生产用翻转式工作台的局部结构示意图; 图4为本发明一种焊接生产用翻转式工作台的局部结构示意图; 图5为本发明一种焊接生产用翻转式工作台的局部结构剖视图; 图6为本发明一种焊接生产用翻转式工作台中角度调节机构的爆炸示意图; 图7为本发明一种焊接生产用翻转式工作台中角度调节机构的示意图; 图8为本发明一种焊接生产用翻转式工作台中压盘的结构示意图; 图9为本发明一种焊接生产用翻转式工作台中纵向工件放置机构的结构示意图; 图10为本发明一种焊接生产用翻转式工作台中快速压紧机构的爆炸示意图; 图11为本发明一种焊接生产用翻转式工作台中快速压紧机构的示意图; 图12为本发明一种焊接生产用翻转式工作台的局部结构示意图。 图中:1、横撑;2、滑轨;3、转轴;4、立式轴承;5、第一支柱;6、定位机构;601、支架; 602、第一固定块;603、第二固定块;604、螺纹扳手;7、转盘;8、滑块;9、角度调节机构;901、 基板;902、安装座;903、推力球轴承;904、压盘;905、第三固定块;906、紧固螺纹轴;907、卡 块;908、卡口;909、支块;910、指针;10、纵向工件放置机构;1001、横杆;1002、侧套管;1003、 第一紧固旋钮;1004、第二紧固旋钮;1005、工件放置杆;11、纵梁;12、快速压紧机构;1201、 压紧块;1202、固定轴;1203、连接块;1204、垫片;1205、连接板;1206、螺母块;13、横梁;14、 横向件放置机构;1401、第二支柱;1402、第四固定块;1403、卡板;15、L形板;16、把手。











