
技术摘要:
本发明涉及零件装配技术领域,具体涉及一种快速接头母头自动装配工装,包括工作台、转台、母头上料组件、弹簧上料组件、垫片上料组件、挡环上料组件和卸料组件,转台上设置有若干个沿圆周方向均匀分布的载具,母头上料组件、弹簧上料组件、垫片上料组件和挡环上料组件 全部
背景技术:
快速接头,是一种不需要工具就能实现管路连通或断开的接头。快速接头可分为: 空气用快速接头、氧气燃料气体用快速接头、气体液体共用快速接头、油压用快速接头、惰 性气体用快速接头、冷却水温油用快速接头、半导体快速接头。 自动化装配是指以自动化机械代替人工劳动的一种装配技术。自动化装配技术以 机器人为装配机械,同时需要柔性的外围设备。在装配过程中,自动化装配可完成以下形式 的操作:零件传输、定位及其连接;用压装或由紧固螺钉、螺母使零件相互固定;装配尺寸控 制以及保证零件连接或固定的质量;输送组装完毕的部件或产品,并将其包装或堆垛在容 器中等。 针对于一些非标快速接头而言,没有直接与其匹配且适用的通用装配设备,因此 对于非标产品而言,需要重新设计一套自动化装配设备以完成这类残产品的零件装配。
技术实现要素:
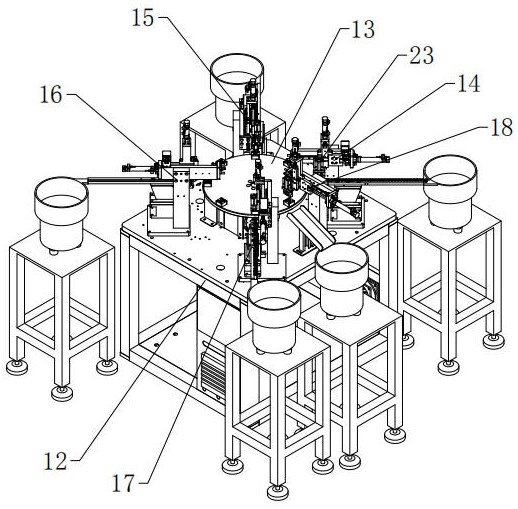
本发明的目的在于提供一种快速接头母头自动装配工装,用于将弹簧、垫片以及 挡环依次装进母头的容纳槽中从而完成非标接头的装配。 为达此目的,本发明采用以下技术方案: 提供一种快速接头母头自动装配工装,包括工作台、转台、母头上料组件、弹簧上料组 件、垫片上料组件、挡环上料组件和卸料组件,转台设置于工作台的顶部,母头上料组件、弹 簧上料组件、垫片上料组件、挡环上料组件和卸料组件沿圆周方向依次分布于转台的周围, 转台上设置有若干个沿圆周方向均匀分布的载具,母头上料组件、弹簧上料组件、垫片上料 组件和挡环上料组件均包括震动上料器、料道组件、第一移料机构和上料夹爪,所有震动上 料器均位于工作台的旁侧,第一移料机构固定设置于工作台上,第一移料机构的输出端与 上料夹爪连接,料道组件的末端位于上料夹爪的正下方,料道组件与震动上料器的出料端 相连。 作为一种快速接头母头自动装配工装的优选方案,每个第一移料机构均包括第一 立柱、横移机构和纵移机构,立柱呈竖直状态设置与工作台上,横移机构固定设置于立柱的 顶部,纵移机构与横移机构的输出端连接,上料夹爪与纵移机构的输出端连接。 作为一种快速接头母头自动装配工装的优选方案,每个料道组件均包括固定支撑 座、第二立柱和条形料道,条形料道呈水平固定设置于固定支撑座上,条形料道的一端与震 动上料器的出料端相连,另一端与设置在第二立柱顶部的T型挡块连接,上料夹爪的初始位 置位于 T型挡块的正上方。 作为一种快速接头母头自动装配工装的优选方案,T型挡块的顶部与条形料道连 通,T型挡块远离条形料道的一侧固定设置有一个拦截块,拦截块远离T型挡块的一侧固定 4 CN 111571208 A 说 明 书 2/6 页 设置有一个光电接近传感器,拦截块上开设有一个用于供光电接近传感器进行检测的检测 通孔。 作为一种快速接头母头自动装配工装的优选方案,卸料组件包括第二移料机构、 下料夹爪、卸料滑道和接料桶,第二移料机构与第一移料机构的结构相同,下料夹爪固定设 置于第二移料机构的输出端上,接料桶设置于工作台的旁侧,卸料滑道设置于工作台上,卸 料滑道的下端位于接料桶的正上方,下料夹爪位于卸料滑道的上方。 作为一种快速接头母头自动装配工装的优选方案,母头上料组件的上料夹爪、弹 簧上料组件的上料夹爪以及卸料组件的下料夹爪均为手指气缸。 作为一种快速接头母头自动装配工装的优选方案,垫片上料机构的上料夹爪包括 两个第一夹指和一个用于驱动两个第一夹指相向移动的第一气缸本体,两个第一夹指对称 设置,每个第一夹指均包括滑块、第一竖板、第二竖板、两个复位弹簧和两个竖轴,第一竖板 固定设置于滑块的底部,第一竖板靠近另一个第一夹指的一侧上半部固定设置有一个第一 上限位板,下端设有一个与自身底部齐平的第一下限位板,第一上限位板与滑块的底部之 间留有间距,两个竖轴均固定设置于滑台的底部,并且每个竖轴的下端均向下穿过第一上 限位板并与第一下限位板固定连接,两个复位弹簧分别套设于两个竖轴上,复位弹簧位于 第一上限位板与第一下限位板之间,第二竖板的一侧设置有活动套设于两个竖轴上的第二 上限位板和第二下限位板,第二上限位板位于第一上限位板的正上方,第二下限位板位于 第一下限位板的正上方,每个复位弹簧的上下端均分别抵触第一上限位板和第二下限位 板,第二竖板的下端设有一个用于向外撑紧垫片的水平撑紧板,第一竖板的底部设有一个 用于将垫片从水平撑紧板上向下推出的卸料半圆环,水平撑紧板位的上端面低于卸料半圆 环的下端面。 作为一种快速接头母头自动装配工装的优选方案,挡环上料组件的上料夹爪包括 两个第二夹指和用于驱动两个第二夹指相向移动的第二气缸本体,两个第二夹指呈对称设 置,两个第二夹指上均设有竖直向下延伸的半圆柱壳,每个半圆柱壳的底部均固定设置有 一截向上延伸的半圆形撑爪,半圆环撑爪的外径小于半圆柱壳的外径。 本发明的有益效果:本发明的一种快速接头母头自动装配工装,能够依序将弹簧、 垫片和挡环装入快速接头的母头中,进而完成非标快速接头的母头自动装配,节约了人力 成本同时提升了装配效率。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使 用的附图作简单地介绍。显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于 本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他 的附图。 图1所示为所装配的快速接头的平面剖视结构示意图。 图2所示为所装配的快速接头的立体结构分解示意图。 图3所示为本发明的立体结构示意图。 图4所示为本发明的俯视示意图。 图5所示为母头上料组件的立体结构示意图。 5 CN 111571208 A 说 明 书 3/6 页 图6所示为垫片上料组件的立体结构示意图。 图7所示为图6中的A处结构放大示意图。 图8所示为垫片上料组件的上料夹爪的结构示意图。 图9所示为垫片上料组件的上料夹爪中两个第一夹指的立体结构示意图。 图10所示为垫片上料组件的上料夹爪中的第一夹指的立体结构分解图。 图11所示为上料夹爪装入垫片的原理示意图。 图12所示为挡环上料组件的上料夹爪的立体结构示意图。 图13所示为上料夹爪装入挡环的原理示意图。 图中:1-公头;2-母头;3-空心圆柱;4-圆柱套;5-容纳槽;6-直弹簧;7-垫片;8-挡 环;9-单圈螺旋槽;10-竖槽;11-凸轴;12-工作台;13-转台;14-母头上料组件;15-弹簧上料 组件;16-垫片上料组件;17-挡环上料组件;18-卸料组件;19-载具;20-震动上料器;21-料 道组件;22-第一移料机构;23-上料夹爪;24-第一立柱;25-横移机构;26-纵移机构;27-固 定支撑座;28-第二立柱;29-条形料道;30-T型挡块;31-拦截块;32-光电接近传感器;33-检 测通孔;34-第二移料机构;35-下料夹爪;36-卸料滑道;37-接料桶;38-手指气缸;39-第一 夹指;40-第一气缸本体;41-滑块;42-第一竖板;43-第二竖板;44-复位弹簧;45-第一上限 位板;46-第一下限位板;47-第二上限位板;48-第二下限位板;49-水平撑紧板;50-卸料半 圆环;51-第二夹指;52-第二气缸本体;53-半圆柱壳;54-半圆形撑爪。











