
技术摘要:
本发明涉及陶瓷连接技术领域,具体地说是一种陶瓷的超快激光焊接方法。该方法通过超快激光对陶瓷工件结合处进行辐照,陶瓷吸收光子能量,在高功率密度下诱导出非线性吸收现象,焦点处的陶瓷发生瞬时熔融,原子活性大大提高,进而陶瓷工件结合处的元素发生扩散现象,形 全部
背景技术:
陶瓷材料与金属材料和高分子材料相比,具有高熔点、高硬度、耐高温、抗腐蚀和 耐磨损等优异特点,在国防工业、电子信息、机械制造、核能以及新能源等工业领域有着广 泛且难以替代的应用,陶瓷的应用在近二十年来也逐年保持着10%左右的增长。然而陶瓷 材料由于其硬度高、熔点高、脆性大等特点,造成了陶瓷材料的焊接性能很差,同时其加工 性能也不高,不能满足制造复杂零件的需求。目前陶瓷材料常用的连接方法有钎焊,扩散 焊,机械连接法,激光焊接法等方法,其中用的最多的是钎焊法和扩散焊法。但是由于钎焊 与扩散焊在高温情况下应用难以达到要求,近年来国内外也一直探索使用激光来焊接陶 瓷,但是传统连续激光由于其热冲击作用大,焊接后陶瓷焊缝中总是存在着裂纹,严重制约 了陶瓷材料的进一步广泛应用。如何减小或者消除陶瓷激光焊接中热裂纹的问题,成为了 目前限制陶瓷焊接的一大难题。
技术实现要素:
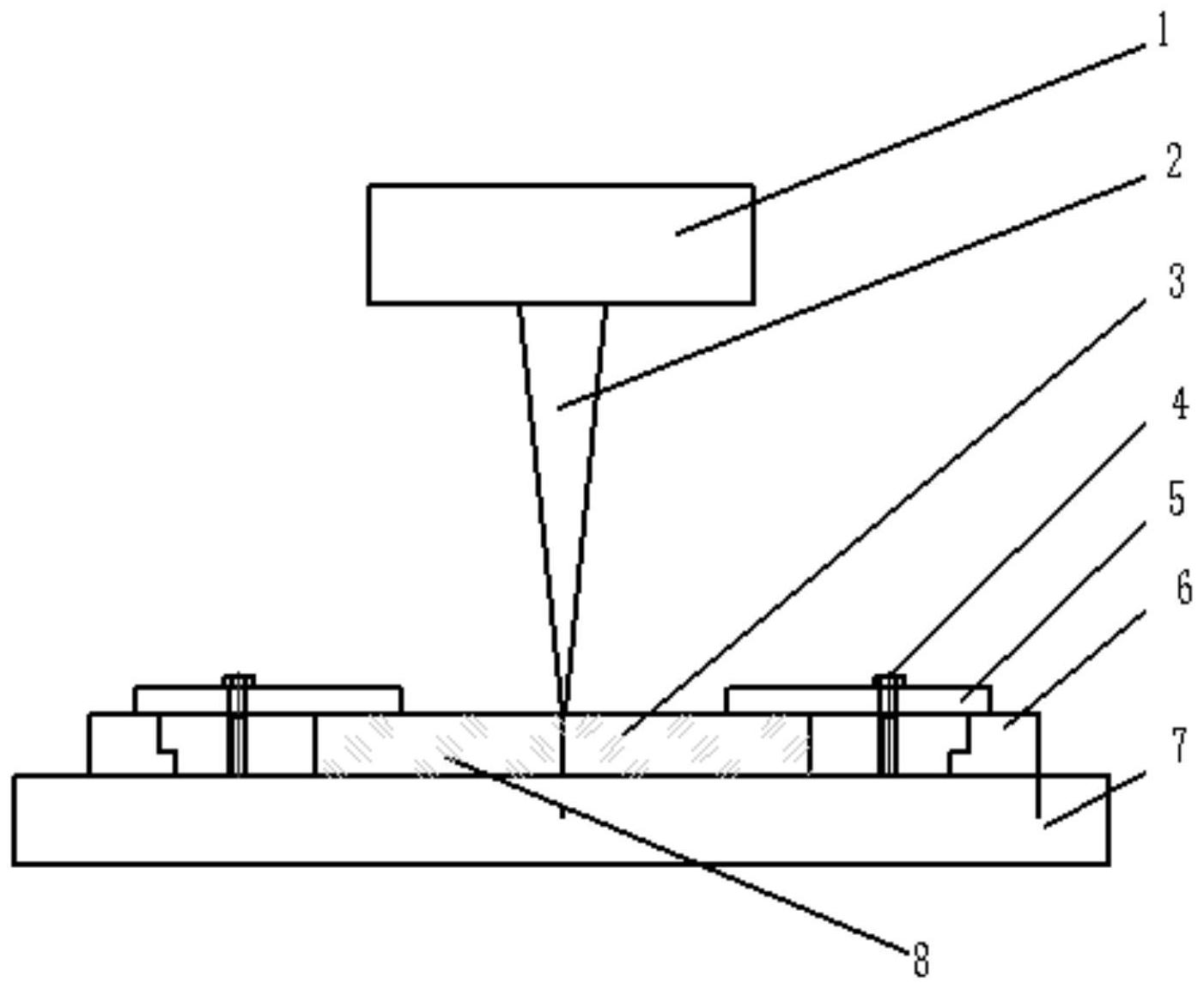
本发明的目的是解决上述现有技术的不足,通过使用超快激光的超高瞬时功率来 实现陶瓷材料熔化的同时,利用超快激光的非连续脉冲以及“冷加工”的特点,配合上合适 的工艺参数与加工方式来降低陶瓷材料焊接过程中出现的裂纹问题。 本发明解决其技术问题所采用的技术方案是: 一种应用于陶瓷的超快激光焊接方法,包含陶瓷材料焊接面的清洗和超快激光焊 接,实现陶瓷材料的焊接,并减少焊接过程中热应力带来的裂纹。 该方法具体工艺步骤如下: 步骤1:超快激光焊接前,对陶瓷焊接面依次采用丙酮,无水乙醇,去离子超声清洗 待焊接面,然后吹干。 步骤2:把陶瓷按照焊接要求固定后,放置到超快激光焊接工作台上,焊缝正对激 光传输的方向,采用压板固定,保证焊接过程中陶瓷的空间位置不发生变化。 步骤3:打开激光,按照焊接要求绘制焊接轨迹图形,设置相应的激光参数,把激光 焦点移动到轨迹开始点处,开始激光扫描焊接。 本发明的原理及依据是:超快激光具有极其窄的单脉冲宽度,由于其单脉冲下作 用时间极短,作用区域小,可以在低脉冲功率下实现高的脉冲能量密度。通过控制超快激光 的聚焦作用区域,以诱导该区域的非线性吸收过程,通过激光与陶瓷晶格的相互作用,从而 使得陶瓷元素局域快速扩散,从而实现焦点处的熔化而不是烧蚀,同时超快激光作用时间 极短,热量积累在焊接处积累可以忽略不计。故超快激光可以在陶瓷之间实现高质量的熔 融焊接。 3 CN 111574238 A 说 明 书 2/3 页 本发明相对于现有技术相比具有显著优点: 1、超快激光由于脉宽极短,热扩散现象不明显,对于陶瓷焊缝周围几乎不产生热 影响作用。 2、超快激光相对于连续激光而言焊接陶瓷材料的损伤阈值低,热冲击小,裂纹少。 3、超快激光焊接陶瓷不需要钎料,对环境友好。 4、超快激光焊接陶瓷对环境没有特殊要求,使用场合广。 5、超快激光焊接陶瓷只需在透光环境中进行,可以在水中、真空等特殊环境中作 业。 6、超快激光焊接陶瓷对焊缝形状没有特殊要求,易于实现自动化。 7、超快激光焊接陶瓷焊缝可重复,焊缝质量可控。 附图说明 图1超快激光焊接示意图。 图2超快激光焊接陶瓷材料焊缝形貌图。











