
技术摘要:
本发明公开了一种步进上料机及其上料方法,步进上料机包括运载架,还包括:设置在运载架上使得物料逐个落下的下料装置,设置在下料装置下方用于将下料装置落下的物料进行分道的分道装置,设置在分道装置下方用于将分道装置落下的物料输送到预定位置的上料装置。本发明 全部
背景技术:
现有纺纱纺织机械技术中,常常需要将空的线棒套装在锭子上,一个个人工进行 放置即费时费力,于是就有了机械放置空线棒到锭子上的设备,但是现有的放置或者输送 空线棒的设备要么容易损坏空线棒,要么容易损坏锭子,具体可见专利号是CN105088447B 的自动落纱机,在该专利中,空线棒通过导向的弯曲的滑道从滑道里滑下来时,空线棒的头 部恰好搭在锭子上,此时锭子对空线棒施加一个阻挡力,然后通过锭子的套接作用将空线 棒套接在锭子上,之后空线棒靠着锭子的力将空线棒从滑道里拉出来,这样的方式容易损 伤锭子,同时可能造成空线棒的卡阻,因此,有必要发明一种运送并套接空线棒到锭子上的 上料机,以克服上述缺陷。
技术实现要素:
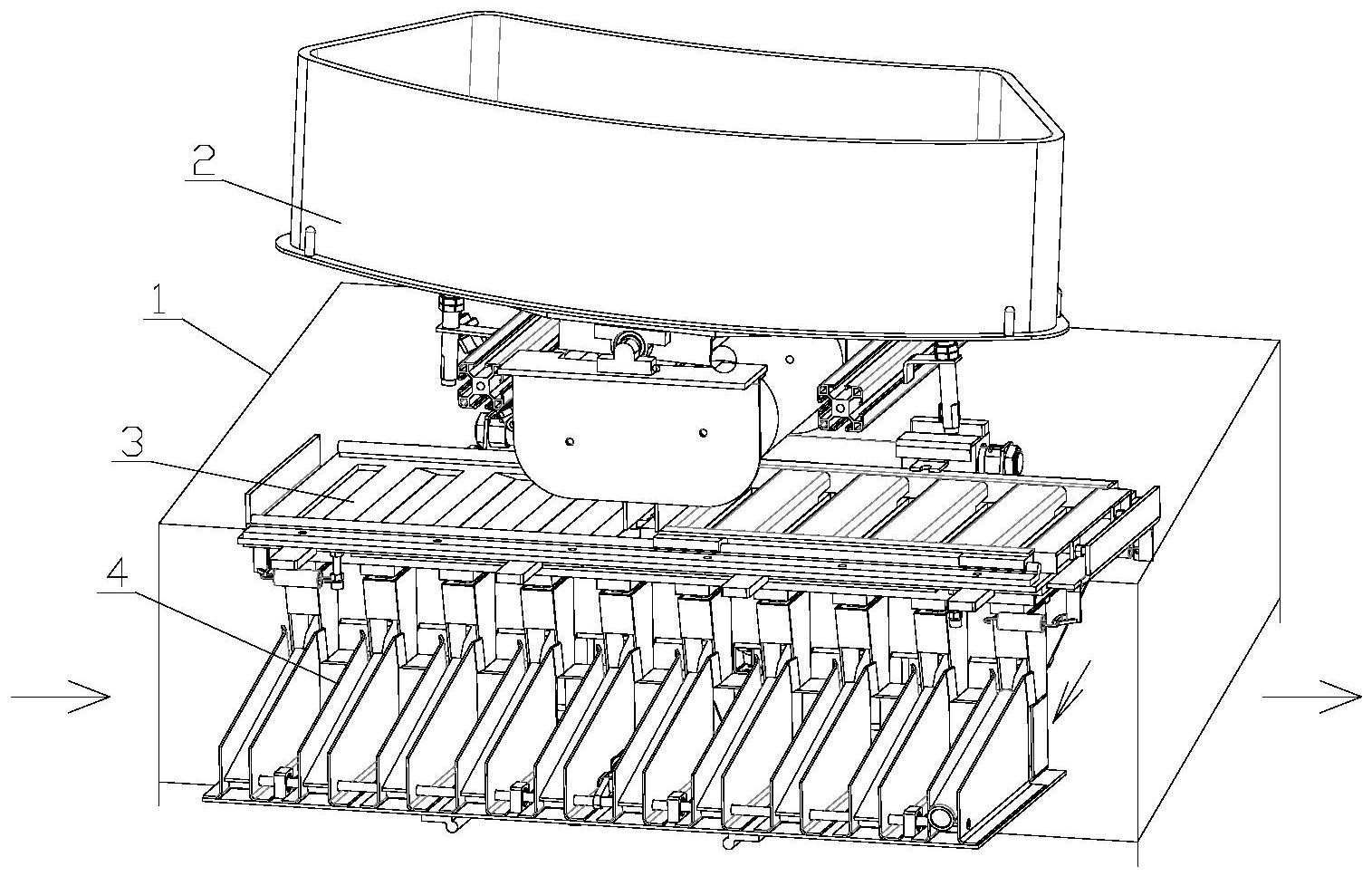
为了解决上述问题,本发明提供了一种用于输送物料并将物料输送到位并套在锭 子上的设备和上料方法,即本发明的步进上料机及其上料方法。 本发明的技术方案为: 一种步进上料机,包括运载架,还包括:设置在运载架上使得物料逐个落下的下料 装置、设置在下料装置下方用于将下料装置落下的物料进行分道的分道装置和设置在分道 装置下方用于将分道装置落下的物料输送到位的上料装置。本发明中,步进上料机内的物 料按顺序经过下料装置、分道装置、上料装置,最后在上料装置的作用下将物料输送到位, 下料装置、分道装置和上料装置均设置于运载架上,运载架可以移动,即运载架带动下料装 置、分道装置和上料装置同时移动行走。 本发明步进上料机的分道装置包括:开有M排孔的送料板、设置在送料板下方并开 有N排孔的分料板、设置在分料板下方开有N排孔的挡板,送料板在分料板上沿分料板两端 往复移动,且送料板的M排孔与分料板的N排孔的孔位上下对齐,且N>M。物料从下料装置依 次序逐个落下到送料板的孔内,送料板在往复移动时将物料推送到下方的分料板的孔内, 送料板沿分料板两端往复移动所以分料板上的孔被物料填满。 本发明步进上料机的分道装置还包括在送料板往复移动时联动地使得挡板向两 端移动推出的推出装置,和使得被推出的挡板即时复位的复位装置。送料板往复移动到达 分料板的两端部时在推出装置的联动作用下将挡板移动推出,当送料板往复移动地退回时 复位装置又使得挡板恢复到未被移动推出前的状态或位置。 本发明步进上料机的推出装置动作直到挡板的N排孔与分料板的N排孔相对齐。挡 板被移动推出直到挡板的N排孔与其上方的分料板的N排孔相对齐时挡板停止移动,此时挡 板的孔与其上方的分料板的孔相对齐,分料板内的物料从对齐的挡板的孔内落下到上料装 置内。 4 CN 111591835 A 说 明 书 2/6 页 本发明步进上料机的上料装置还设置有Q排存料槽,且所述Q≥N。分料板内的物料 落下到上料装置的Q排存料槽内,因为Q≥N,所以存料槽的数量足够甚至存料槽的数量比分 料板的孔多,可以使分料板内的物料均完全掉落在存料槽内。 本发明步进上料机的运载架上还设置有驱动上料装置旋转的旋转驱动和驱动上 料装置行进的行进驱动。本发明中行进驱动动作将上料装置向前推出,使得上料装置的Q排 存料槽与下方分料板上的N排孔相对齐。 作为优选,所述推出装置是设置在送料板两端部侧面上的凸出的顶杆。本发明中, 在送料板的左右两端设置形状凸出顶杆,顶杆易于取材,顶杆可以用型材或者圆管、圆钢、 螺柱等材料直接的连结在两端侧面上,采用顶杆这样的推出装置方便安装且易于实现,用 简单的结构即巧妙实现了所需功能。 作为优选,所述挡板是一组,且对称设置在分料板的两端。 作为优选,所述挡板包括平行部和与平行部一端垂直相接的竖直部,N排孔是设置 在平行部,且竖直部是设置于分料板的两端与顶杆相接近的一面。 挡板对称设置在分料板的两端,且挡板的平行部是设置于分料板下方挡板竖直部 设置在分料板的两端面外侧;在挡板未被移动推出时,平行部可以阻挡物料使物料不能从 此处通过。送料板移动到左边时推动左边的挡板动作,送料板移动到右边时推动右边的挡 板动作,送料板左右移动即可控制各边的挡板动作,所以设置对称放置的一组挡板方便对 称地控制,简化了结构,也方便实现。 作为优选,所述复位装置是复位弹簧,所述复位弹簧的两端分别连结在分料板和 挡板上。本发明中复位弹簧可以使得移动后的挡板复位从而阻挡物料落下。复位弹簧在每 端可以是两只或多只,弹簧是标准件可以进行标准化采购,所以成本低廉,且易于安装,结 构可靠性能稳定。 作为优选,所述左右顶杆的端部还固接有防止撞击的缓冲垫。该缓冲垫更有利于 减轻噪音,减少部件碰撞的撞击力,避免了各部件被碰撞而导致损坏。 作为优选,所述上料装置的存料槽是倾斜的,且倾斜方向是后高前低。因为存料槽 是倾斜的,所以利于物料从所述分道装置落下后的接收存放。 作为优选,所述Q排存料槽与分料板的N排孔的位置相对齐,包括依次序对齐和隔 孔对齐;且所述送料板的M排孔与分料板的N排孔的孔位相互对齐,包括依次序对齐和隔孔 对齐。本发明中所有上下部件之间的孔位对齐无论是依次序对齐和隔孔对齐均可,只要下 方的孔多于上方的孔,即只要保证N>M和Q≥N,即可以保证上方的物料从孔内落下时均可以 落入到下方的孔内。 作为优选,所述沿分料板的移动方向上还设置有滑轨,所述送料板上还设置有与 滑轨相配合滑动的滑动件。作为优选,所述分料板的两侧还设置有滑轨,所述送料板的两侧 还设置有与滑轨相配合滑动的滑动件。采用滑轨上装滑动件的方法可以保证送料板往复移 动的轨迹不偏移。当然滑轨也可以采用凹槽或挡板,所起作用相同,滑动件也可以采用滚落 等。 本发明中,所述分料板上还设置有驱动送料板移动的直线驱动装置,直线驱动装 置上设置有执行件,执行件与送料板固定连接。即送料板做往复移动的动力是由设置在分 料板上的直线驱动装置提供,直线驱动装置启动,从而驱动执行件移动,执行件与送料板是 5 CN 111591835 A 说 明 书 3/6 页 固定连接的,所以送料板便在直线驱动装置驱动下往复移动。 本发明中,M、N、Q的数量可以根据设备或厂房空间的需要进行设置。 本发明中,因为运载架上还设置有驱使上料装置旋转的旋转驱动,所以旋转驱动 便驱动从而使上料装置整体旋转,然后空线棒被卸在相应位置的锭子上,于是运载架再带 动下料装置、分道装置和上料装置同时继续前行直至所有的锭子上都被放上空线棒。 与现有技术相比,本发明的有益效果体现在:上料装置在旋转驱动的驱动下将整 体上料装置旋转到呈一定倾斜角度,此时物料从上料装置的存料槽整体倾斜地滑下直接套 接在成排的锭子上,从而避免了物料与锭子的直接接触,不损伤锭子,同时也不损伤物料, 所以无论物料与锭子均无任何卡阻和损伤。且本发明的工作效率高,因为本发明每次输送 的物料可以根据需要任意设置,即M的数量可以根据需要设置,所以可以批量地把物料套接 在锭子上,大大提高了工作效率。 本发明的另一方面,还提供了一种使用了该步进上料机的上料方法,包括如下步 骤: S1:将物料放在下料装置内; S2:本发明的步进上料机在运载架驱使下行走,直到合适位置停下; S3:行进驱动动作将上料装置推出到位; S4:送料板移动至左端合适位置,下料装置开始落料,将物料依序逐个落料到送料 板左边的各个孔内,送料板边移动边将物料运移到下部的分料板的孔内; S5:送料板继续滑移直到分料板的左端部,然后顶开左侧的挡板,物料从分料板的 孔内落到上料装置左侧的存料槽内; S6:送料板反方向继续移动,下料装置继续落料,将物料依序逐个落料到送料板右 边的各个孔内,送料板边移动边将物料运移到下部的分料板的孔内; S7:送料板继续滑移直到分料板的右端部,然后顶开右侧的挡板,物料从分料板的 孔内落到到上料装置右侧的存料槽内; S8:上料装置的左右两侧的存料槽内均存有多只物料; S9:旋转驱动动作,驱动上料装置整体绕前端向前旋转,将装有物料的上料装置整 体旋转一定角度,旋转到与锭子相对齐的位置并将多排物料套在锭子上; S10:旋转驱动复位,使上料装置复位; S11:本发明的步进上料机在运载架驱使下继续行走,直到合适位置停下; S12:继续S1~S11的循环动作。 本发明的上料方法工作接续性强,可以批量连续地把物料套接在锭子上,大大提 高了工作效率,节约了工作时间。上料装置在旋转驱动的驱动下将整体上料装置旋转到呈 一定倾斜角度,然后再将物料直接套接在成排的锭子上,从而避免了物料与锭子的直接接 触,不损伤锭子,同时也不损伤物料。 附图说明 图1是本发明的结构示意图; 图2是本发明的上料装置的结构示意图; 图3是本发明的分道装置的结构示意图; 6 CN 111591835 A 说 明 书 4/6 页 图4是本发明的分道装置中的挡板的结构示意图; 图5是本发明的送料板、分料板和存料槽的槽孔数量和位置对应图之一; 图6是本发明的送料板、分料板和存料槽的槽孔数量和位置对应图之二; 图7是本发明的送料板、分料板和存料槽的槽孔数量和位置对应图之三; 其中,1是运载架、18是旋转轴、2是下料装置、3是分道装置、34是复位弹簧、35是挡 板、36是分料板、361是滑轨、362是直线驱动装置、38是送料板、381是滑动件、382是顶杆、 383是执行件、4是上料装置、45是存料槽、5是旋转驱动、6是行进驱动。











