
技术摘要:
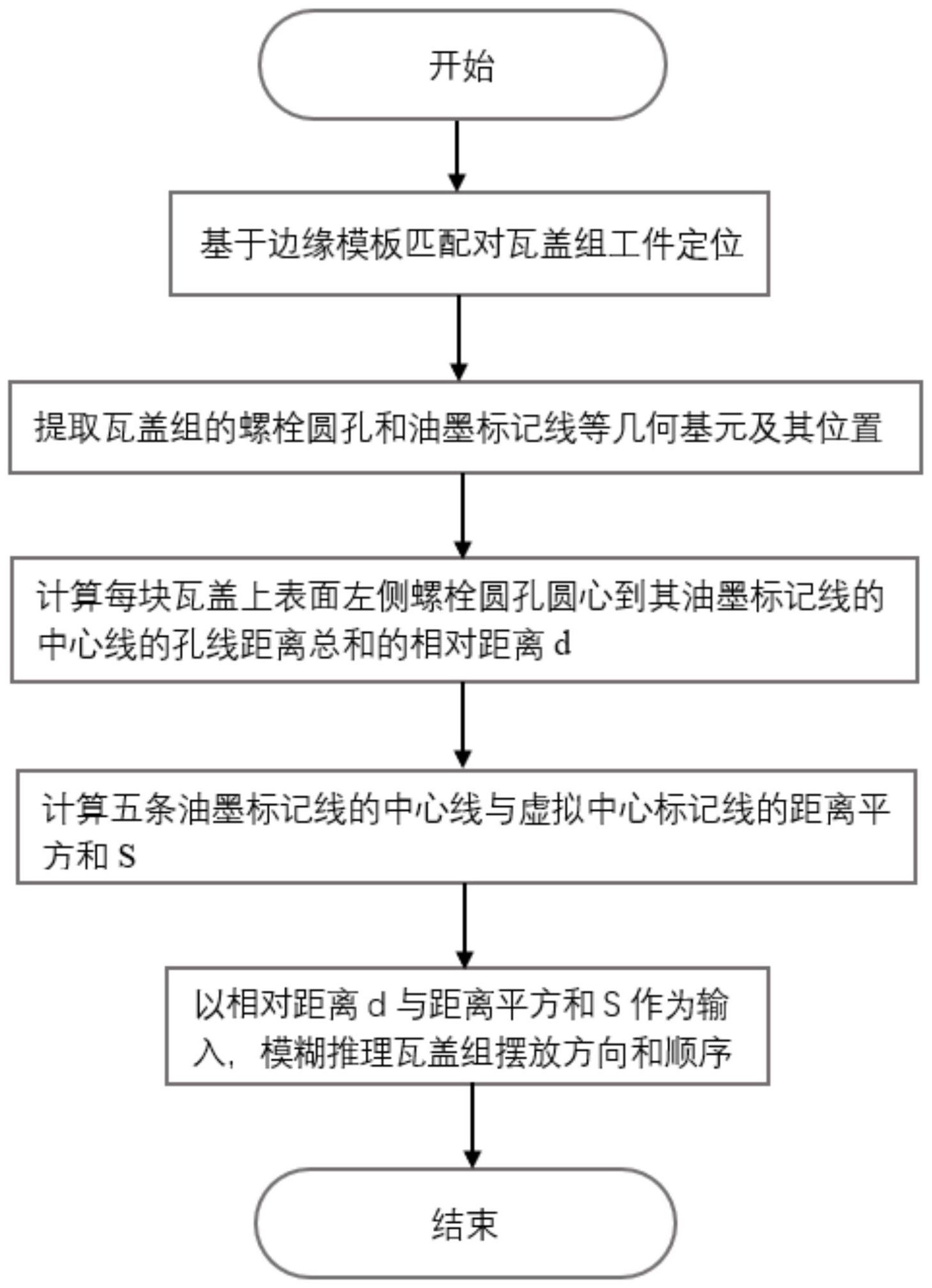
本发明提出了一种曲轴瓦盖组摆放方向和顺序异常的视觉检测方法。其步骤如下:首先,基于边缘模板匹配对瓦盖组工件定位;然后,提取瓦盖组的螺栓圆孔和油墨标记线等几何基元及其位置;最后,分别计算每块瓦盖上表面左侧螺栓圆孔圆心到其油墨标记线的中心线之间的孔线距 全部
背景技术:
汽车生产中越来越多的环节采用高精密的自动化上料与装配。其中,发动机作为 汽车提供动力的装置,主要部件有气缸体、气缸盖、活塞、曲轴等,是汽车的高精密核心部 件。曲轴瓦盖是一种铸铁材质的发动机配件,起着固定曲轴、保证发动机正常运转的重要作 用。 一个典型的四缸发动机需要压装五块瓦盖。组装时,先将瓦盖压装到发动机气缸 体的固定缝隙中,然后通过一对螺栓将其固定。每块瓦盖的尺寸、构造略有差异,一组瓦盖 堆叠在一起常见的形式主要有如下几种:(1)瓦盖组正放且顺序正确;(2)瓦盖组正放且顺 序错误;(3)瓦盖组反放且顺序正确;(4)瓦盖组反放且顺序错误。 这几种形式,肉眼难以辨别,若瓦盖安装在缸体上的顺序和方向发生错误,会导致 曲轴无法安装或者发动机缸体报废,造成严重的经济损失甚至是安全风险。因此,在将一组 瓦盖压装到缸体上之前,必须对瓦盖组摆放方向和顺序进行检测。 现有的发动机厂主要采用人工检测和安装曲轴瓦盖。随着汽车发动机产能的不断 提高,人工检测和安装的效率和准确率已不能满足要求,且该方式存在劳动强度大、效率 低、主观性强和检错率高,容易造成瓦盖错装。根据瓦盖制造工艺,每块瓦盖上本刻印有箭 头和序号用以表示瓦盖的顺序和方向。但是,瓦盖上表面是易反光的铸铁材质,有刀纹状的 纹理,瓦盖上的箭头和序号刻印较浅,即使是人眼也很难快速、准确地分辨。为此,在上料的 前一道工序会在瓦盖的上表面呈一定的角度刷上一道绿色或蓝色的油墨标识线用以标识 摆放的方向和组内的顺序。如果瓦盖组内5块瓦盖上的用于标识顺序的油墨标识线基本属 于一条直线可认为组内的顺序是正确的,否则判定组内顺序异常。这使得采用机器视觉方 法,通过分析图像检测瓦盖组摆放方向和顺序的异常成为可能。然而,用于标识的油墨标识 线印刷时角度、位置、长短等随机性较强,且组内的瓦盖之间并没有固定件连接,在料框中 的放置并非整齐一致,部分存在左右参差不齐的情况,导致很难取固定的阈值判断5根油墨 标记线之间的关系。如何快速、准确、自动地检测与识别瓦盖组摆放方向和顺序成为自动装 配瓦盖亟需解决的难题。
技术实现要素:
针对上述问题,本发明提出一种曲轴瓦盖组摆放方向和顺序异常的视觉检测方 法,该方法能代替工人自动地检测与识别瓦盖组的摆放方向和顺序异常,实现瓦盖组检测 的自动化。具体内容如下: S100.基于边缘模板匹配对瓦盖组工件定位,并采用canny算子提取边缘,然后采 用最小二乘法拟合边缘信息里所有螺栓圆孔的轮廓,得到瓦盖组上表面的左侧从上至下五 6 CN 111583254 A 说 明 书 2/8 页 个螺栓圆孔圆心为Ak(a2k-1,a2k)(k=1,2,3,4,5),右侧从上至下五个螺栓圆孔圆心为Bk (b2k-1,b2k); S200.采用基于灰度投影的梯度法检测瓦盖组上表面的五条油墨标记线的中心线 mk(k=1,2,3,4,5),根据检测到的油墨标记线的边缘坐标,计算油墨标记线的中心线mk的斜 率wk和截距ek及油墨标记线的中心点坐标Ck(c2k-1,c2k); S300.计算每块瓦盖左侧螺栓圆孔圆心Ak(a2k-1,a2k)(k=1,2,3,4,5)与油墨标记 线的中心线mk之间的孔线距离总和的相对距离d; S400.计算五条油墨标记线的中心线mk(k=1,2,3,4,5)与虚拟中心标记线u的距 离平方和S; S500.以相对距离d与距离平方和S作为输入,模糊推理瓦盖组摆放方向和顺序; S600.运用模糊逻辑的min-max合成运算获得综合推断控制决策,并通过最大隶属 度平均法进行解模糊,得出瓦盖组摆放方向和顺序结果。 本发明具有如下优点: 1、本发明利用图像处理技术,机器人能自主对瓦盖组上表面图像进行检测,能精 准检测检测与识别瓦盖组的摆放方向和顺序。 2、本发明基于模糊理论对瓦盖组的摆放方向和顺序进行检测,而非采用固定的阈 值,鲁棒性强,直观检测、速度快、精度高,能够满足工业现场检测高速、高精度的要求。 附图说明 图1为本发明的方法流程图; 图2为瓦盖组上表面检测图像。具体如下:图2(a)、图2(b)、图2(c)、图2(d)分别为 瓦盖组上表面实例图像、canny算子提取边缘信息图像、最小二乘法对螺栓圆孔拟合结果图 像、各个螺栓圆孔圆心坐标图像; 图3为瓦盖组上表面检测图像。具体如下:图3(a)、图3(b)、图3(c)、图3(d)、图3 (e)、图3(f)分别为油墨标记线的中心线图像、基于灰度投影搜索油墨标记线图像、油墨标 记线的边缘位置坐标点图像、油墨标记线的中心线的斜率图像、油墨标记线的中心线图像、 油墨标记线的中心坐标点图像; 图4为瓦盖组上表面检测图像。具体如下:图4(a)、图4(b)分别为左侧螺栓圆孔圆 心与油墨标记线的中心线之间的孔线距离图像、左右螺栓圆孔圆心之间的距离图像; 图5为瓦盖组上表面检测图像。具体如下:图5(a)、图5(b)、图5(c)分别为虚拟中心 标记线u图像、正确摆放时五条油墨标记线的中心线与虚拟中心标记线u的直线距离图像、 错误摆放时五条油墨标记线的中心线与虚拟中心标记线u的直线距离图像; 图6为输入输出集模糊隶属度函数图像。具体如下:图6(a)、图6(b)、图6(c)、图6 (d)分别为相对距离d的模糊隶属度函数图像、距离平方和S的模糊隶属度函数图像、正反状 态的模糊隶属度函数图像、顺序状态的模糊隶属度函数图像。











