
技术摘要:
储气筒加工用端盖辅助焊接装置,包括底座,所述底座的表面垂直固定有第一支撑板、滑动连接有第二支撑板,所述第一支撑板与第二支撑板间隔设置,所述第二支撑板的外侧连接第二气动杆,所述第一支撑板的内部顶部转动贯穿有第一端盖定位机构,所述第二支撑板的内部顶部转 全部
背景技术:
储气筒为汽车制动系统中的气体储存装置;储气筒用来储存空气压缩机(气泵)压 缩出来的气体,用于汽车制动、鸣笛等系统; 储气筒在加工时,需要将两个端盖焊接固定在筒体的两端,从而对筒体的两端进 行封闭,形成完整形状的储气筒;目前的自动焊接设备主要是横向固定、竖直方向焊接的方 式,横向的夹持设备带动装配后的端盖筒体转动,竖直方向的焊枪对转动的端盖进行自动 焊接; 由于端盖与筒体装配时没有定位结构,端盖、筒体均为弧形光滑结构,导致端盖与 筒体配合后很容易松动,端盖易掉落,前期的对准套装非常费力,并且还需要同时完成两端 的端盖,只可从外部施力,操作人员需要反复操作对齐多次才可实现,耗时长,影响加工效 率,在焊接时,端盖也会局部错位,焊接质量不易把握。
技术实现要素:
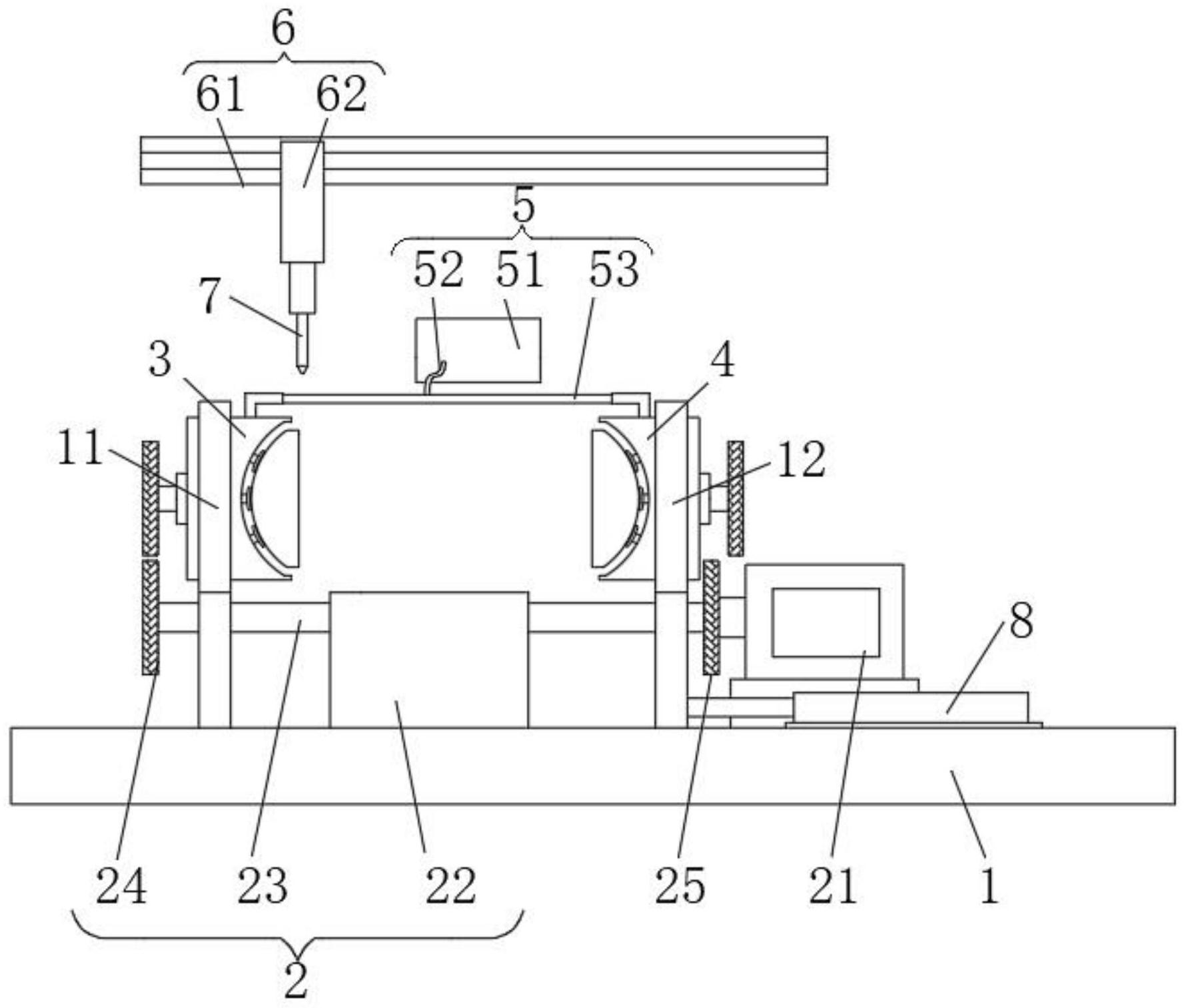
本发明针对现有技术存在的不足,提供了储气筒加工用端盖辅助焊接装置,具体 技术方案如下: 储气筒加工用端盖辅助焊接装置,包括底座,所述底座的表面垂直固定有第一支 撑板、滑动连接有第二支撑板,所述第一支撑板与第二支撑板间隔设置,所述第二支撑板的 外侧连接第二气动杆,所述第一支撑板的内部顶部转动贯穿有第一端盖定位机构,所述第 二支撑板的内部顶部转动贯穿有第二端盖定位机构,所述第一端盖定位机构与第一端盖定 位机构镜像对称设置,所述第一端盖定位机构、第二端盖定位机构用以负压吸附固定储气 筒端盖; 所述底座的表面安装有驱动机构,所述驱动机构啮合连接所述第一端盖定位机 构、第二端盖定位机构,所述驱动机构用以带动第一端盖定位机构、第二端盖定位机构同步 转动,所述第一端盖定位机构、第二端盖定位机构的顶部安装有焊枪,所述焊枪固定连接进 给机构。 进一步的,所述第一端盖定位机构包括外壳体、从动齿轮、负压吸附机构,所述外 壳体转动贯穿于所述第一支撑板,所述外壳体外端中心处垂直设有从动齿轮,所述从动齿 轮啮合连接所述驱动机构,所述外壳体的内端面为内凹弧面结构的配合面,所述外壳体的 内部安装有负压吸附机构,所述负压吸附机构的外端连通有负压发生机构。 进一步的,所述负压吸附机构包括外接管、导气管、分支管以及吸盘,所述外接管 设于所述外壳体的顶部,所述外接管为倒L型,所述外接管的底端连通有所述导气管,所述 导气管置于所述外壳体的内部,所述导气管的外壁连通有多个所述分支管,每个所述分支 管的外端均连通有吸盘,多个所述吸盘呈弧形安装于所述配合面的内壁,所述导气管的入 4 CN 111571109 A 说 明 书 2/5 页 口端安装有活动密封机构;;所述外接管的端部外壁为网孔结构。 进一步的,所述负压发生机构包括真空泵、抽气软管以及抽气支管,所述抽气支管 的两端分别插装连通所述第一端盖定位机构、第一端盖定位机构,所述抽气支管用以推动 打开所述活动密封机构,所述抽气支管通过抽气软管连通至所述真空泵。 进一步的,所述活动密封机构包括活动板和密封环,所述密封环固定嵌入于所述 外接管的入口处,所述活动板封堵于所述密封环的内侧,所述活动板包括外板体和内密封 塞,所述外板体与所述外接管的内壁滑动贴合,所述外板体的外壁设于内密封塞,所述外板 体的外壁垂直设有滑杆,所述滑杆位于所述内密封塞的外部,所述密封环的中心处开设有 密封孔,所述内密封塞封堵嵌入于所述密封孔内,所述密封环的内部开设有储存槽,所述储 存槽设于所述密封孔的外部,所述储存槽的内端为开口结构,所述滑杆滑动嵌入于所述储 存槽内,所述储存槽的内部内端设有弹簧,所述滑杆与所述弹簧连接;所述外板体为网孔结 构。 进一步的,所述驱动机构包括驱动电机、支撑座、传动杆、第一主动齿轮以及第二 主动齿轮;所述支撑座设于所述底座的表面,所述支撑座的内部转动贯穿有所述传动杆,所 述传动杆的两端分别垂直设有第一主动齿轮、第二主动齿轮,所述第一主动齿轮啮合连接 第一端盖定位机构,第二主动齿轮啮合连接第二端盖定位机构,所述传动杆的端部连接驱 动电机。 进一步的,所述进给机构包括第一气动杆和横向气动导轨,所述焊枪设于所述第 一气动杆的底端,所述第一气动杆滑动安装于所述横向气动导轨上。 本发明的有益效果是: 1、通过左右两个端盖定位机构来负压吸附固定储气筒端盖,从而避免端盖掉落、 偏移,便于将筒体装配在端盖上,实现端盖与筒体的快速装配;负压吸附的方式能够从外部 施力,并且对端盖外壁无损,吸附、分离也更为方便; 2、第一支撑板与第二支撑板之间的间距能够调节,从而满足前期筒体、端盖固定 的需要和后续三者夹持为一体的需要; 3、同步转动用以保证两端的端盖在加工时,能够保证端盖与筒体稳定装配,避免 在焊接加工中,端盖与筒体分离。 附图说明 图1示出了本发明的辅助焊接装置的端盖装配状态结构示意图; 图2示出了本发明的第一端盖定位机构结构示意图; 图3示出了本发明的活动密封机构结构示意图; 图4示出了本发明的第一支撑板结构示意图; 图5示出了本发明的第二支撑板结构示意图; 图6示出了本发明的辅助焊接装置的端盖焊接状态结构示意图; 图中所示:1、底座;11、第一支撑板;111、上转动孔;112、下转动孔;12、第二支撑 板;2、驱动机构;21、驱动电机;22、支撑座;23、传动杆;24、第一主动齿轮;25、第二主动齿 轮;3、第一端盖定位机构;31、外壳体;311、配合面;32、从动齿轮;33、负压吸附机构;331、外 接管;332、导气管;333、分支管;334、吸盘;4、第二端盖定位机构;5、负压发生机构;51、真空 5 CN 111571109 A 说 明 书 3/5 页 泵;52、抽气软管;53、抽气支管;6、进给机构;61、第一气动杆;62、横向气动导轨;7、焊枪;8、 第二气动杆;9、活动密封机构;91、活动板;911、外板体;912、内密封塞;913、滑杆;92、密封 环;921、密封孔;922、储存槽;93、弹簧。











