
技术摘要:
本发明提供的一种避免过烧的激光切割装置的机台上设置x伺服轴,所述x伺服轴上滑动设置y伺服轴,所述y伺服轴上滑动设置z伺服轴,所述z伺服轴上设置激光切割头,所述机台上设至控制机构,所述控制机构能够进行图形处理,所述控制机构控制所述x伺服轴、y伺服轴、z伺服轴和 全部
背景技术:
激光切割是利用高功率密度的聚焦激光束扫描过材料表面,在极短时间内将材料 加热到几千甚至上万摄氏度,使材料瞬间熔化或汽化,再用高压气体将熔化或汽化物质从 切缝中吹走,从而达到切割材料的目的。 由于激光光束照射到物体表面时,物体局部产生高温,如果光束与物体之间的相 对移动速度够快的话,对于非照射部位几乎没有影响,激光加工的热影响区域小,对材料的 破坏较小,一般来说可以达到很好的加工效果,但是,在实际切割过程中,激光光束的移动 路径中需要有曲率变化较大的拐点时,一般情况下,会造成激光光束的失速,激光光束与物 体之间的相对移动速度会降低,这样激光作用于物体产生的热量多,热影响区域会变大,导 致在曲率变化大的拐点处往往会形成过烧的现象,影响切割质量。 现有技术中,有一种速度功率调整的方式来解决过烧问题,通过测量x伺服轴速度 和y伺服轴速度来确定光束的切割速度,然后根据光束的切割速度控制激光器输出相应的 功率,但是实际生产中速度测量到功率输出过程中有时间延迟,对于高度移动的激光切割 头来说时间延迟内可能早已走出需要激光功率改变的区域,改良的效果有限。
技术实现要素:
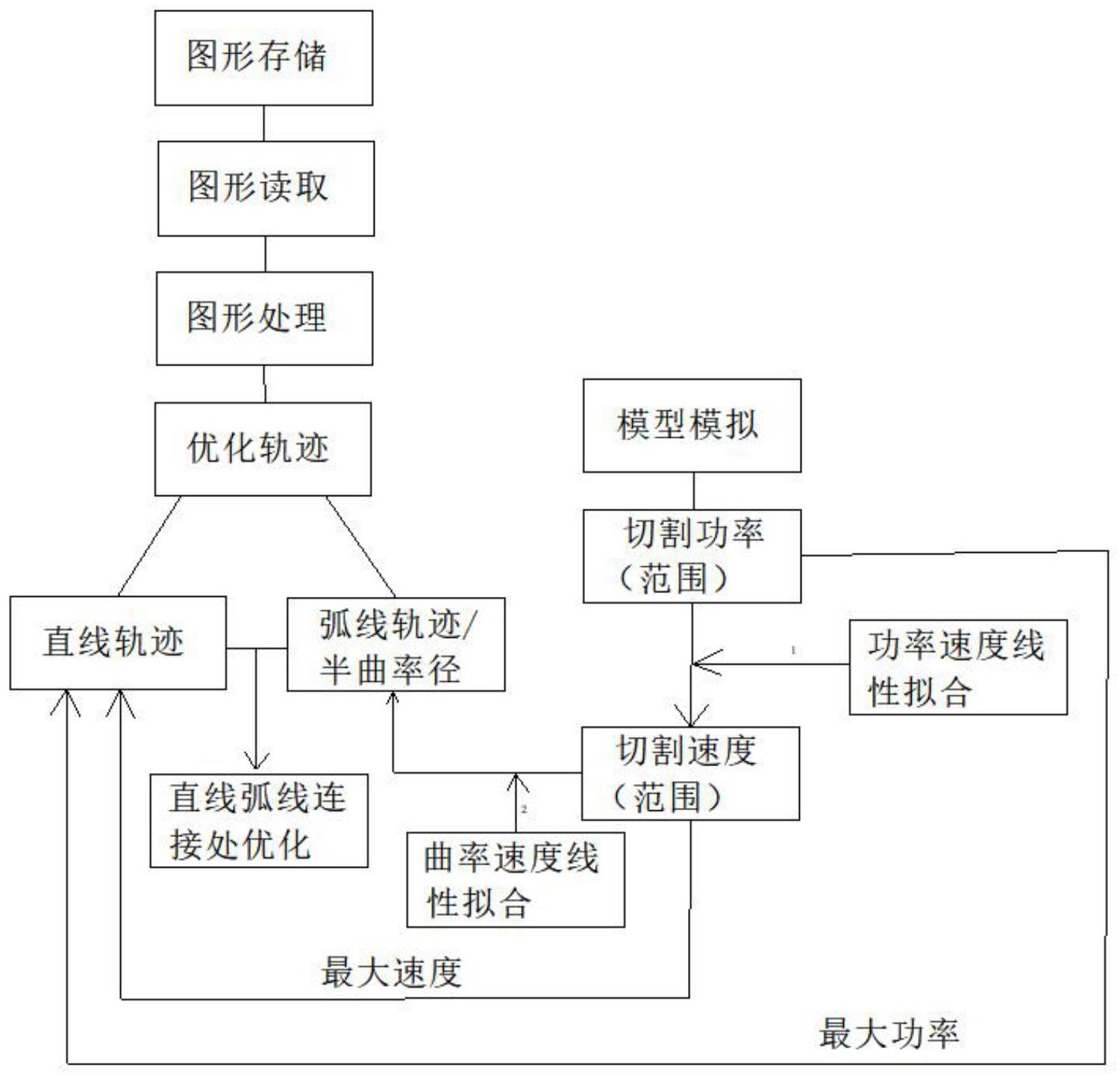
为解决上述技术问题,本发明一种避免过烧的激光切割装置及切割方法。 本发明提供的避免过烧的激光切割装置包括机台,其中, 所述机台的两侧沿长度方向设置有x伺服轴,所述x伺服轴上滑动设置有y伺服轴, 所述y伺服轴垂直于所述x伺服轴,所述y伺服轴上滑动设置z伺服轴,所述z伺服轴上设置有 激光切割头;所述激光切割头连接设置于所述机台内的激光器; 所述机台上设置能够进行图形处理的控制机构,所述控制机构包括运动控制模块 和激光控制模块,所述运动控制模块电性连接所述激光切割头所述x伺服轴、y伺服轴以及z 伺服轴,所述激光控制模块控制所述激光器的功率输出,所述控制机构还包括存储模块、图 形处理模块、轨迹优化模块、模型模块、速度功率分配模块以及速度功率优化模块。 优选的,所述运动控制模块为PMAC多轴运动控制卡,所述激光控制模块为LPC-1激 光功率控制模块。 本发明还提供一种应用于所述避免过烧的激光切割装置的避免过烧的激光切割 方法,包括以下步骤: S1:将工件图形导入存储模块; S2:控制机构的图形处理模块从存储模块读取工件图形,并将工件图形建立于机 械坐标系中,使得工件图形的点与机械坐标对应; 3 CN 111571039 A 说 明 书 2/5 页 S3:图形处理模块根据工件图形生成切割轨迹,图形处理模块通过切割轨迹的机 械坐标找出切割轨迹中拐角位置; S4:轨迹优化模块针对步骤S3中拐角的位置进行切割轨迹优化,优化的切割轨迹 数据传递给图形处理模块进行切割轨迹曲率半径计算,确定曲率半径的变化范围; S5:向模型模块输入工件的材质类型、厚度、切缝的宽度,模拟得出复合参数设置 的切割速度与激光功率之间的线性关系,根据激光器性能,选取适当的激光功率范围,获取 对应的速度范围; S6:速度功率分配模块将步骤S4中的曲率半径与步骤S5中的速度线性拟合,通过 S5中速度功率的线性关系获取实现曲率半径与功率的线性关系,将功率与速度分配到轨迹 的对应位置,速度功率分配模块将最大速度和最大功率分配到轨迹中的直线部分; S7:速度功率优化模块对轨迹直线与弧线相连接处优化,临近弧线的直线上截取 过滤区,过滤区以逐渐变化的加速度进行平缓的速度变化,速度变化范围在过滤区一端的 直线速度与过渡区另一端的弧线速度之间; S8:运动控制模块根据分配的速度输出控制信号控制x伺服轴、y伺服轴的运动速 度,激光控制模块根据分配的功率输出控制信号控制激光器输出功率。 优选的,步骤S1中工件图形设置于与机械坐标系成比例的坐标系k中,步骤S2中图 形处理模块使坐标系k与机械坐标原点重合,按比例缩放所述坐标系k,将工件图形的点与 机械坐标对应。 优选的,步骤S3中拐角是指直线与直线、直线与弧线、弧线与弧线形成的影响速度 连续变化的尖角结构。 优选的,步骤S4中切割轨迹优化,具体包括将拐角处的两段线的相交处通过连续 的弧线连接。 与相关技术相比较,本发明的一种避免过烧的激光切割装置以及一种避免过烧的 激光切割方法具有如下有益效果: 本发明提供的一种避免过烧的激光切割装置以及一种避免过烧的激光切割方法 的能够读取工件图形,根据工件图形进行切割轨迹的优化,优化过程中,不连续的拐角被连 续的弧线连接,这样除了直线处切割轨迹的其他位置的曲率半径可计算,同时引入连续的 弧线,两次加工拐角处形成一定的时间间隔,利于散热,避免第二次加工过程中热量过于集 中导致过烧;通过将曲率半径与加工弧线的切割速度进行线性拟合,确定切割轨迹上各个 位置的切割速度,然后通过一定的参数确定切割速度与激光功率之间的线性关系,确定切 割轨迹各个位置的加工功率,通过所述控制机构控制所述避免过烧的激光切割装置以相应 的速度功率来切割工件,避免了通过测量速度来计算加工功率过程中,由于控制过程导致 的时间延迟,而时间延迟使得功率控制落后于速度检测,造成功率改变不及时造成的过烧 避免失败的情况。 附图说明 图1为本发明的一种避免过烧的激光切割装置的一种较佳实施例的结构示意图; 图2为图1所示的避免过烧的激光切割装置的控制关系示意图; 图3为本发明提供的一种避免过烧的激光切割方法的过程示意图; 4 CN 111571039 A 说 明 书 3/5 页 图4为优化轨迹过程中几种较佳的对拐角的优化的实施例示意图(虚线为优化部 分); 图5为一种直线轨迹上的过渡区(椭圆虚线范围内)实施例示意图; 图6为图5拐角上游的过渡区速度变化示意图; 图7为图5拐角下游的过渡区速度变化示意图。 图中标号:1、机台,2、x伺服轴,3、y伺服轴,4、z伺服轴,5、激光切割头,6、控制机 构,7、激光器。











