
技术摘要:
本发明公开了一种利用加速规抑制数控机床加工震荡纹路的方法,它包括以下步骤:(a)用控制器调试机床轴向增益,确保轴向电机惯量比正确;(b)将两个所述加速规分别安装在主轴和机床工作台上,并通过驱动器与所述控制器相连接;(c)将两个所述加速规获得的加速度信号 全部
背景技术:
受轴向加减速力、摩擦与干涉力、齿轮或皮带的啮合力、刀具质量不平衡力等影 响,数控机床(铣床)在进行加工时容易产生共振,而在工件表面形成震荡纹。现有技术中解 决震荡纹主要是通过增大轴向电机加减速时间,以减少激振现象产生,这会使得工件加工 时间延长;又或者增加机构刚性以减少共振现象,但这会增加厂商机床生产成本,降低良品 率。
技术实现要素:
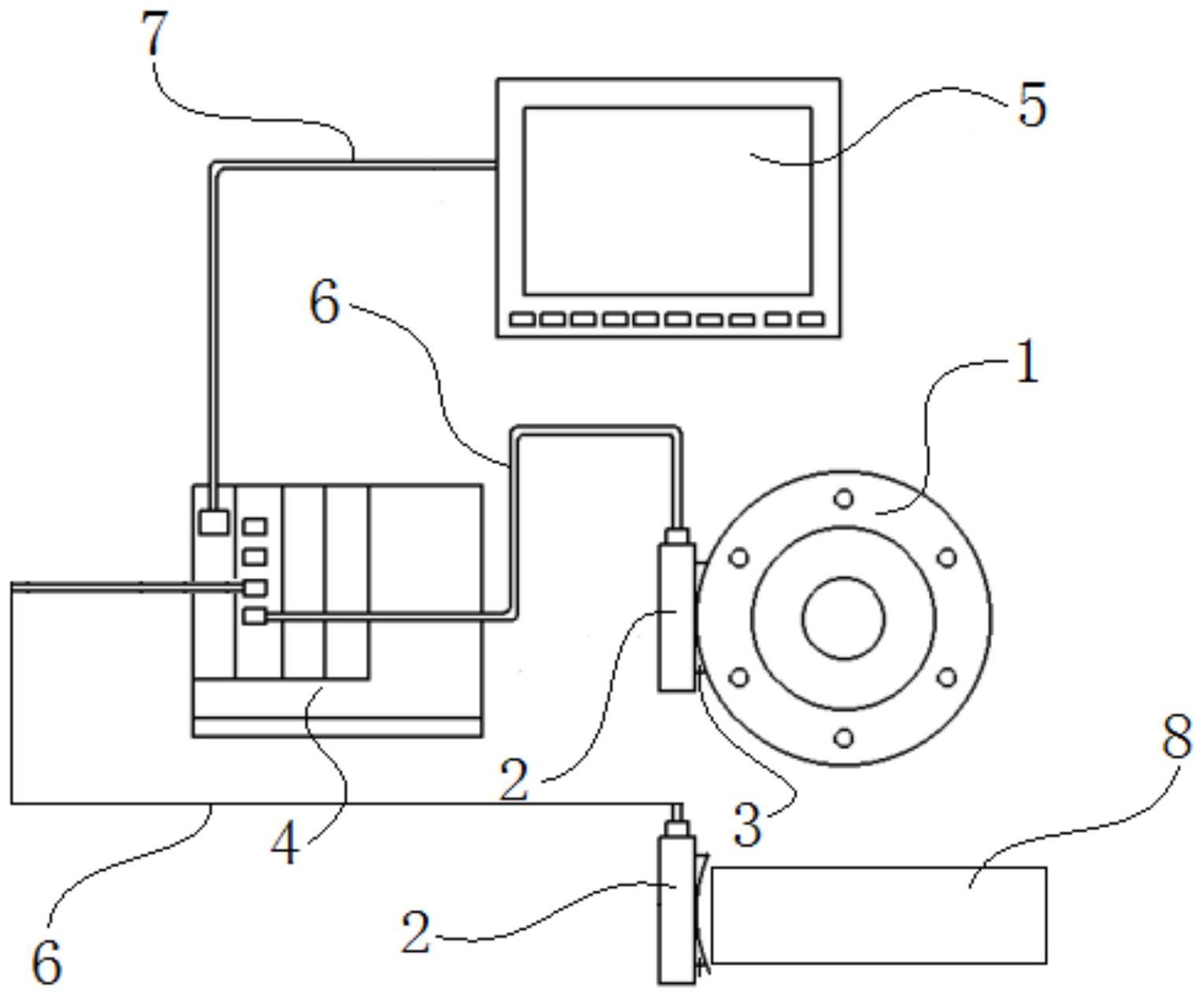
本发明目的是为了克服现有技术的不足而提供一种利用加速规抑制数控机床加 工震荡纹路的方法。 为达到上述目的,本发明采用的技术方案是:一种利用加速规抑制数控机床加工 震荡纹路的方法,它基于含有加速规的控制系统,所述控制系统包括两个加速规、驱动器和 控制器;一个所述加速规安装在主轴上且另一个所述加速规安装在机床工作台上,用于获 取加速度信号;所述驱动器通过两根第一缆线分别与两个所述加速规相连接,用于对所述 加速规获取的加速度信号进行转化;所述控制器通过第二缆线与所述驱动器相连接,用于 进行振动抑制控制; 它包括以下步骤: (a)用控制器调试机床轴向增益,确保轴向电机惯量比正确; (b)将两个所述加速规分别安装在主轴和机床工作台上,并通过驱动器与所述控制器 相连接; (c)将两个所述加速规获得的加速度信号通过所述驱动器传送至所述控制器,随后通 过所述控制器进行振动抑制设定。 优化地,所述加速规通过固定单元安装在主轴或机床工作台上,所述固定单元为 金属双面胶或强力磁铁。 进一步地,一个所述加速规安装在所述主轴外端面上且另一个所述加速规安装在 所述机床工作台侧面上。 优化地,所述驱动器为S08-SMD-34C系列四合一驱动器,所述控制器为22系列控制 器。 优化地,步骤(a)包括以下步骤: (a1)利用所述控制器进行轴向电机惯量估测; (a2)在所述机床不震动的情况下,提高所述轴向电机增益。 优化地,步骤(b)包括以下步骤: 3 CN 111580457 A 说 明 书 2/4 页 (b1)将两个所述加速规各自通过第一缆线与所述驱动器相连接; (b2)将所述控制器通过第二缆线与所述驱动器相连接, (b3)通过所述控制器对所述驱动器进行串列参数设置。 优化地,步骤(c)包括以下步骤: (c1)将所述机床进行X、Y、Z轴向运动多次,利用两个所述加速规获得机床的共振频率, 并记录所述共振频率出现频次最高的一个频率; (c2)通过所述控制器对所述共振频率进行分析,进行振动抑制设定即可。 由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明利用加速 规抑制数控机床加工震荡纹路的方法,通过采用特定结构的含有加速规的控制系统并配合 进行一定的操作,可有效解决数控加工中因共振引起的震荡纹(水波纹)问题,无需提高机 构刚性,降低了机床生产成本,而且调试过程友善,有较大调试空间。 附图说明 图1为本发明采用的含有加速规的控制系统结构示意图。











