
技术摘要:
本发明涉及一种喷嘴结构,其包括:喷嘴本体,所述喷嘴本体的中心设置第一流体通道,所述喷嘴本体底部的外表面设置一环形凸块;喷嘴头,所述喷嘴头设置于所述喷嘴本体的前端;料管,所述料管设置于所述喷嘴本体的后端,所述料管的中心设置第二流体通道;加热器,所述加 全部
背景技术:
】 射出成型是指通过螺杆高速转动搅拌使熔融液具有较好的流动性,并以高压射出 的方式填充到封闭的模具型腔内的一种成型方式。现阶段的喷嘴结构由于模具的母模板加 厚,使得该喷嘴结构于模具的溶注口的伸入尺寸不足,产生产品成型效率及良率低的问题。 该喷嘴结构料头较长,与模具的溶注口的接触面积较多,会导致在实际生产中料头易粘附 母模,且料头处温度高、冷却时间长,会导致产品生产周期加长及料头处顶针故障频繁。该 喷嘴结构在喷嘴侧壁外表面装设电感加热线圈,但是该电感加热线圈价格昂贵且使用寿命 低,购买更换的成本较高。 有鉴于此,实有必要提供一种喷嘴结构,以解决现阶段的喷嘴结构存在产品成型 效率及良率低、更换电感加热线圈成本高的问题。 【
技术实现要素:
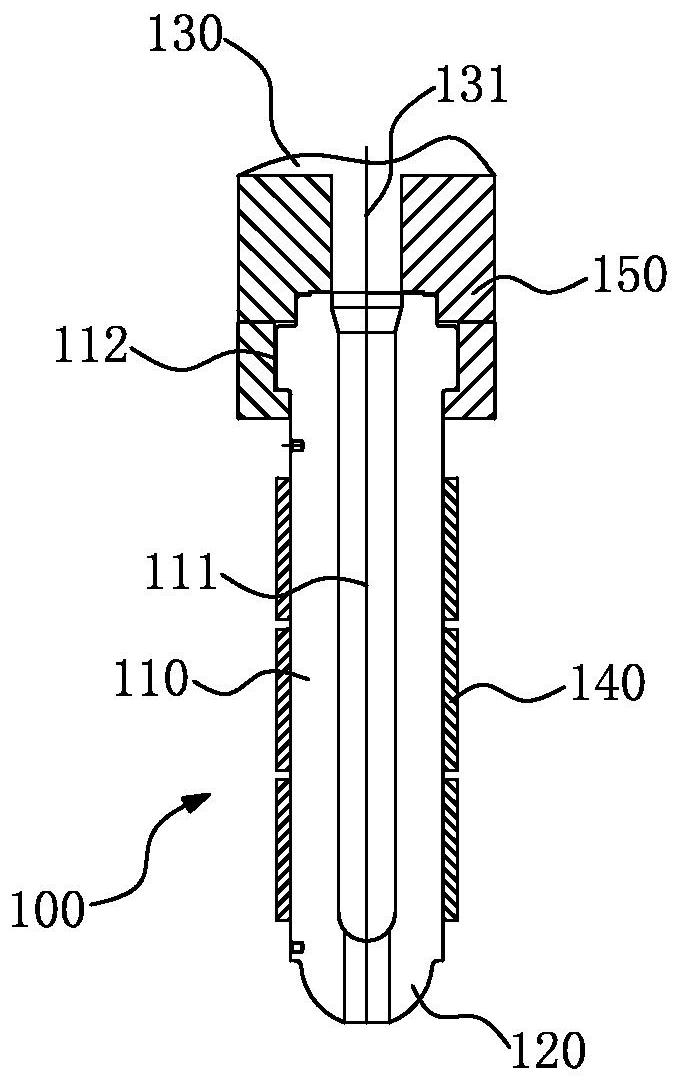
】 因此,为解决现阶段的喷嘴结构存在产品成型效率及良率低、更换电感加热线圈 成本高的问题,本发明提供一种喷嘴结构,其包括: 喷嘴本体,所述喷嘴本体的中心设置第一流体通道,所述喷嘴本体底部的外表面 设置一环形凸块; 喷嘴头,所述喷嘴头设置于所述喷嘴本体的前端; 料管,所述料管设置于所述喷嘴本体的后端,所述料管的中心设置第二流体通道; 加热器,所述加热器环绕设置于所述喷嘴本体的外表面。 可选的,所述加热器为陶瓷加热器。 可选的,所述射出成型喷嘴结构还包括一环形夹块,所述环形夹块设置于所述喷 嘴本体与所述料管的连接处,使所述喷嘴本体中心的第一流体通道连接于所述料管中心的 第二流体通道且无缝隙。 可选的,所述环形夹块的材料为铝合金材料。 可选的,所述喷嘴结构的总长度为259毫米。 可选的,所述喷嘴本体的外表面均匀环绕设置三个加热器。 可选的,所述喷嘴机构于模具的溶注口的最大伸入量为115毫米。 相较于现有技术,本发明的喷嘴结构先通过加热器对喷嘴本体中心的第一流体通 道及料管中心的第二流体通道内的流体进行均匀加热一定温度,使得该流体保持熔融状态 且不凝固,再通过料管中心的第二流体通道输送该流体到喷嘴本体中心的第一流体通道, 最后通过喷嘴头射出成型。利用本发明的喷嘴结构,其优点如下:其一减少了料头与模具中 溶注口的接触面积使得料头易于脱模,进而提高了材料的利用率;其二减少了料管漏料与 保养的频率;其三降低了料头处顶针的故障率;其四替代现阶段的喷嘴结构的电感加热线 3 CN 111590824 A 说 明 书 2/3 页 圈,降低了成本,提高了产品成型效率及良率。 【附图说明】 图1是本发明的喷嘴结构的结构示意图。 图2是本发明的喷嘴结构于一较佳实施例中的主视图。 图3是本发明的喷嘴结构于一较佳实施例中的局部示意图。 【











