
技术摘要:
本发明涉及一种降低高压油管球头硬度的方法,将成型后的高压油管球头置于退火处理装置中进行退火处理从而降低高压油管球头的硬度,退火处理的方法为在保护气氛下采用高频焊机将球头部分加热至1050~1120℃,然后停止加热,继续通入保护气体,使球头部分冷却至室温;退 全部
背景技术:
高压油管是高压油路的组成部分,能够承受一定的油压且有一定的疲劳强度,保 证管路的密封,车用高压油管主要应用在高压喷射的柴油机和高压喷射的直喷汽油机中, 能够承受发动机运转过程中所需的油压。高压油管通过接头与高压油路相连,常见的接头 为球形接头。 目前,汽油发动机不锈钢高压油管均是采用零部件组装焊接而成,随着国家对汽 车排放的要求逐渐提高,各大汽车厂商通过减小排量和提高发动机工作压力来满足排放要 求。随着发动机工作压力的提高,组装焊接形式的油管在工作压力250bar以上情况下可靠 性、耐疲劳会大大降低,对使用者会带来威胁。所以工作压力在250bar以上的油管两端密封 球头多数采用整体冷镦挤压成型。 球头冷镦成型材料组成会产生马氏体或奥氏体孪晶组织,球头硬度一半达到 400HV以上,如此高的硬度会使材料更加脆,在实际工况振动下易产生开裂,造成泄漏;另外 高压油管两端球头与高压油泵连接端、高压油轨连接端硬度均大于300Hv1,油管连接油泵 及油轨时需要通过材质较软的金属密封接件转接,连接件一般硬度小于170Hv1,二者的硬 度差别不仅增加了拧紧泄漏的风险,同时增加了成本。目前,缺少降低高压油管球头部分硬 度的方法以及配套的装置。
技术实现要素:
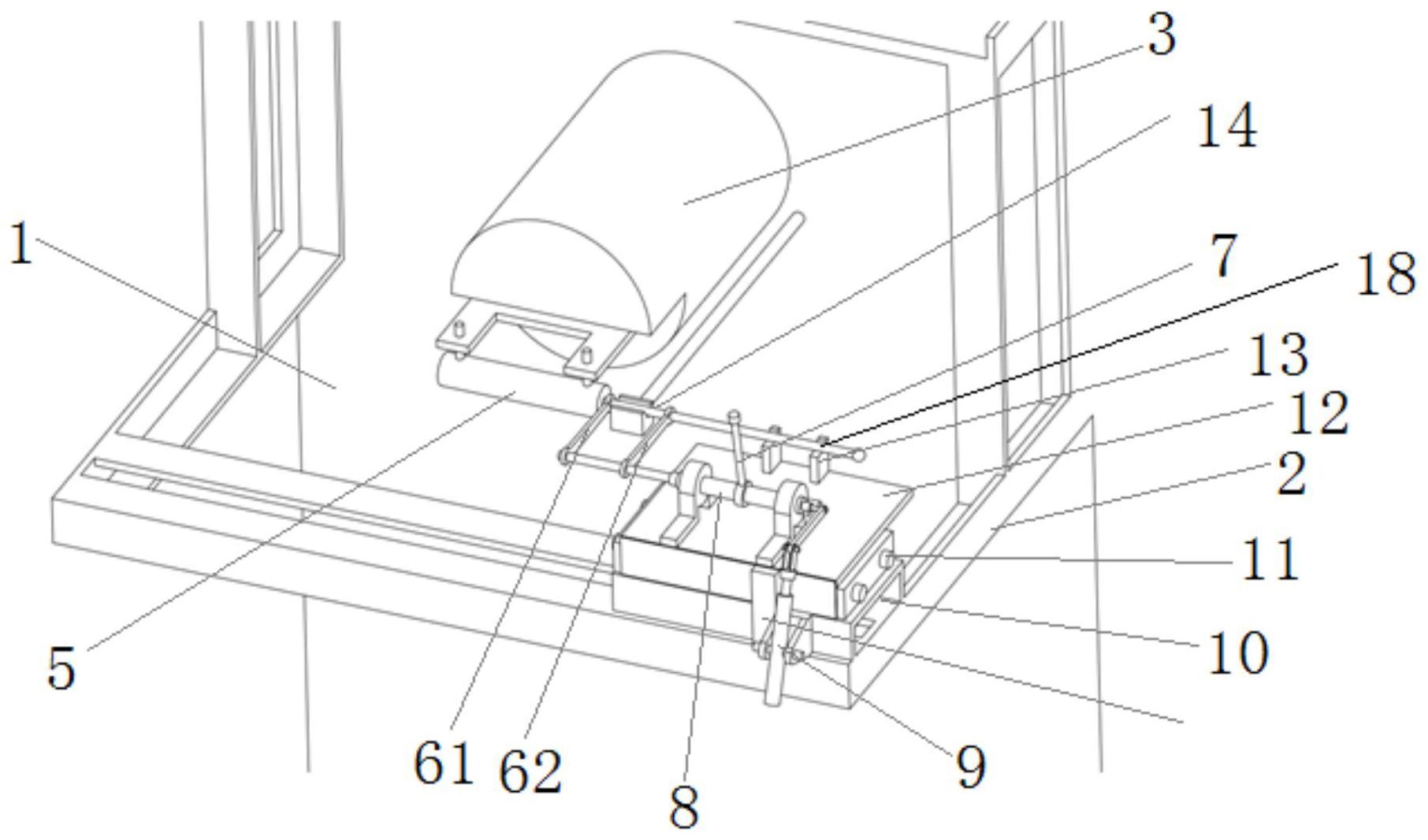
本发明的目的就是为了克服上述现有技术存在的高压油管球头容易开裂的缺陷 而提供一种降低高压油管球头硬度的方法以及装置。 本发明的目的可以通过以下技术方案来实现: 一种降低高压油管球头硬度的方法,将成型后的高压油管球头置于退火处理装置 中进行退火处理从而降低高压油管球头的硬度,所述退火处理的方法为在保护气氛下采用 高频焊机将球头部分加热至1050~1120℃,然后停止加热,继续通入保护气体,使球头部分 冷却至室温。 退火处理后的油管球头的晶粒度在6级以上。 本发明还提供了一种降低高压油管球头硬度的方法,所述退火处理装置包括机 身、设于所述机身上的高频焊机和支架、以及用于对高压油管进行上料和下料的高压油管 移动机构;所述高频焊机上设有气体保护石英管,所述气体保护石英管包括用于放置所述 高压油管的主管和与所述主管连通的支管,所述支管与保护气体的气源连接;所述高频焊 机的感应线圈绕设于所述主管的外部,用于加热所述高压油管的球头。 所述主管的端部设有扩口。 3 CN 111549207 A 说 明 书 2/5 页 所述支管与所述主管的中间部位连通,并且与所述主管垂直。 所述高压油管移动机构包括设于所述支架上的平移组件、与所述平移组件连接的 安装底板、安装于所述安装底板上的推杆夹紧组件、以及设于所述气体保护石英管的主管 管口处的上料台;所述高压油管置于所述上料台上,采用推杆夹紧组件夹紧一推杆,通过平 移组件带动安装底板平移移动,进而使推杆推动高压油管进入所述气体保护石英管内。 所述高压油管移动机构还包括安装于所述安装底板上的定位组件,通过该定位组 件对所述高压油管和推杆的初始位置进行定位,所述平移组件移动距离通过高压油管和推 杆的初始位置和高压油管的长度确定。 所述推杆夹紧组件包括转轴支撑座、架设于所述转轴支撑座上的旋转轴、固定于 所述旋转轴上的工件夹紧杆、带动所述旋转轴转动的驱动组件以及用于支撑所述推杆的支 撑块;所述支撑块上设有放置所述推杆的V型缺口。 所述驱动组件包括安装于所述安装底板侧边上的连接板、安装于连接板上的压紧 气缸支撑座、与所述压紧气缸支撑座转动连接的压紧气缸以及与所述压紧气缸的输出端转 动连接的连接杆;所述旋转轴的端部与所述连接杆固定连接。 所述旋转轴的两端通过轴承安装于所述转轴支撑座上。 所述压紧气缸支撑座包括安装于所述连接板上的底部和两个垂直于所述底部的 侧部;并且所述压紧气缸的缸体两侧通过转动销安装于两个所述的侧部上。 所述工件夹紧杆垂直安装于所述旋转轴上,并且工件夹紧杆的端部设有圆柱形结 构的工件压紧头。 所述定位机构包括与所述旋转轴靠近所述高频焊机的端部连接的延长杆以及固 定连接于所述延长杆上的高压油管定位挡片和推杆定位挡片;所述高压油管定位挡片和推 杆定位挡片相互平行,并且与工件夹紧杆形成大于0°的夹角。 所述压油管定位挡片和推杆定位挡片的端部均设有扩大部。 所述工件夹紧杆和压油管定位挡片相互垂直。 本发明的装置还包括固定于所述支架上的工装底座,所述安装底板滑动安装于所 述工装底座上,所述平移机构为输出端与所述安装底板固定连接的平移气缸。 与现有技术相比,本发明具有以下优点: (1)通过高频退火和风冷快速冷却的方式进一步处理高压油管的球头部分,增加 固溶处理,消除内部应力,提高了产品的机加性能,通过风冷可确保在退火时起到气体保护 作用,不产生氧化; (2)本发明的装置使用快捷简单,工件定位准,球头加热退火处理效果好,适合批 量生产,并且该装置使用技术要求低,可操作性强,夹持组件和定位组件之间联动连接,提 高了加工效率。 附图说明 图1为高压油管球头的工艺流程图; 图2为本发明的结构示意图; 图3为图2的局部放大图; 图4为气体保护石英管的结构示意图; 4 CN 111549207 A 说 明 书 3/5 页 图中,1为机身,2为支架,3为高频焊机,4为感应线圈,5为气体保护石英管,51为主 管,52为支管,6为定位挡片,61为高压油管定位挡片,62为推杆定位挡片,7为工件夹紧杆,8 为旋转轴,9为压紧气缸,10为工装底座,11为平移气缸,12为安装底板,13为支撑块,14为高 压油管,15为连接板,16为连接杆,17为上料台,18为推杆,19为控制器,20为冷水机,21为下 料台。











